Станок предназначен для нарезания прямозубых конических колес в условиях серийного и массового производства.
Техническая характеристика станка
Наибольший диаметр нарезаемых зубчатых колес, мм ……. 125
Наибольший модуль нарезаемых колес, мм…………. 1,5
Число двойных ходов резцов в минуту…………..210—680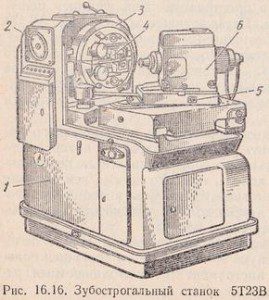
На станине 1 (рис. 16.16) слева расположена стойка люльки 2 с планшайбой 3, в радиальных направляющих которой установлены ползуны 4 с резцами. Ползуны с резцами попеременно совершают возвратно-поступательное движение навстречу друг другу. Планшайба 3 смонтирована в круговых направляющих и при обкатке вращается вокруг горизонтальной оси, имитируя производящее колесо. В продольных направляющих станины смонтирован стол 5, несущий бабку изделия 6. На оправку ее шпинделя насаживают нарезаемую заготовку и закрепляют с помощью гидрозажима. Бабка изделия 6 может поворачиваться вокруг вертикальной оси для установки оси Рис. 16.16. Зубострогальный станок 5Т23В шпинделя (заготовки) под необходимым углом к оси планшайбы (производящего колеса). На станке осуществляются следующие движения: возвратно-поступательное движение резцов (скорости резания), сложное движение обкатки, состоящее из вращательных движений, люльки с ползунами и заготовки (движение подачи).
Движение обкатки продолжается до тех пор, пока не будет обработана одна впадина. После этого рабочий ход заканчивается, заготовка отводится от резцов, люлька с ползунами реверсируется и движется в обратном направлении до исходного положения. Заготовка при этом продолжает вращаться в том же направлении, что и во время нарезания. В результате происходит деление, т, е. поворот заготовки на несколько зубьев (за время одного качания люльки заготовка поворачивается, на целое число зубьев zi). Затем процесс повторяется.

Время, затраченное на рабочий и вспомогательный ход люльки, т. е. время полного качания люльки, называют временем цикла. При черновом нарезании методом врезания зубья обрабатываются последовательно, т. е. zi = 1, причем движение обкатки не выключается совсем, а лишь сильно замедляется, так что оно почти не оказывает влияния на форму профиля нарезаемого зуба, который в этом случае близок к прямолинейному.
При нарезании прямого конического зуба (рис. 1:6.17) заготовка 1 и люлька 2 получают согласованное обкаточное движение, а резцы 3 — возвратно-поступательное движение.
Движения в станке (рис. 16.18). Главное движение — возвратно-поступательное движение ползунов с резцами — осуществляется от электродвигателя М1 (N = 0,6 кВт; n = 1350 мин-1) через клиноременную передачу 80/208, цилиндрические пары колес 33/67 и 31/69, сменные зубчатые колеса a/b гитары скорости резания, цилиндрическую передачу 95/25 и кривошипные диски 1, от которых с помощью рычажной системы ползуны с резцами получают указанное движение. За один оборот дисков ползуны с резцами совершают одно возвратно-поступательное движение.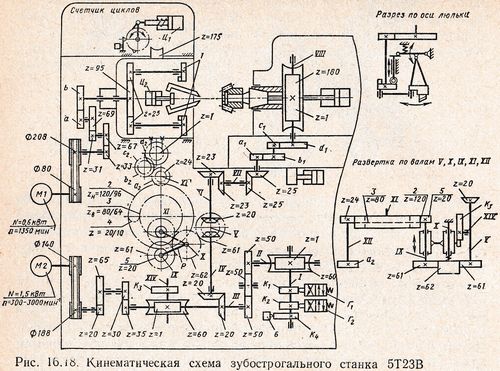
Цепь главного движения налаживают сменными колесами a и b, которые определяют из уравнения кинематического баланса:
Число двойных ходов в минуту:![]()
где V — скорость резания, м/мин; h — ход инструмента, мм.
Цикловая подача — это скорость движения обкатки, которую при работе станка циклами удобно выражать временем нарезания одного зуба (временем цикла). Механизм подачи получает движение от электродвигателя М2 постоянного тока с изменяющейся частотой вращения от 300 до 3000 мин-1 через клиноременную передачу 140/188, цилиндрические пары 20/65 и 30/35, вал III, цилиндрическую передачу 50/50 50/50 и червячную пару далее движение передается распределительному валу I, который делает один оборот за время нарезания одного зуба. Синхронно с валом I вращается вал XIV. Кулачок К3 на валу XIV используют для нарезания колес при комбинированном резании. Расположенные на валу I кулачки K1 и К2 предназначены для переключения гидрораспределителей цилиндров отвода резцов и счетчика циклов, а кулачок К4 воздействует на путевой выключатель, дающий команду на рабочую и ускоренную частоту вращения электродвигателя М2.
Для наладки необходимого времени цикла вращают рукоятку потенциометра до тех пор, пока тахометр не покажет частоту вращения, соответствующую заданному рабочему времени tр (на один зуб) в карте наладки. Таблица соответствия частоты вращения электродвигателя подачи (n мин-1) рабочему времени цикла tр дана в паспорте станка.
Уравнение кинематической цепи, связывающей электродвигатель М2 и распределительный вал I:![]()
Цепь деления (вращение заготовки) — кинематическая цепь, связывающая распределительный вал со шпинделем изделия. Одному обороту распределительного вала I соответствует нарезание одного зуба. Следовательно, цепь деления увязывает два движения: вращение вала I и вращение заготовки.
Для данного случая уравнение кинематического баланса цепи составляют, учитывая, что за время одного цикла обрабатываемое колесо поворачивается на zi зубьев, т. е. за один оборот распределительного вала заготовка должна повернуться на zi/z оборота, где zi — число зубьев, пропускаемых при делении, не имеющее общих множителей с числом зубьев нарезаемого колеса. Это условие необходимо для того, чтобы инструмент после каждого цикла попадал в новую впадину. Однако оно не является достаточным, так как нужно, чтобы в процессе нарезания люлька поворачивалась на угол, требующийся для обкатки всего профиля.
Расчетные перемещения цепи деления:
1 об. распред. вала → zi/z об. заготовки.
Уравнение кинематического баланса:![]()
откуда формула наладки гитары деления:![]()
Цепь обкатки — кинематическая цепь, связывающая люльку с заготовкой. Люлька получает качательное движение от вала V через зубчатые цилиндрические колеса z = 61, z = 62, z = 61 и ведущее колесо z = 20, установленное на валу IX реверсивного механизма. Колесо z = 20 зацепляется попеременное наружным и внутренним венцами реверсивного колеса 2, заставляя его вращаться то в одну, то в другую сторону. И далее вращение люльке передается через ведомое колесо z = 24, сменные зубчатые колеса гитары обкатки a2/b2 c2/d2 и червячную передачу 1/175.
Реверсивное колесо 2 состоит из двух участков. Первый участок целый, кольцеобразный, с наружным венцом zн = 120 и внутренним zв = 80 зубьев. Второй участок составной, подковообразный. Зубья наружного 2 и внутреннего 3 венцов служат продолжением зубьев первого участка и соединены между собой полу-шестернями 4, образуя подкову.
Вал IX ведущего колеса находится на рычаге, который может поворачиваться относительно оси вала и перемещаться вдоль нее для осуществления необходимого зацепления с реверсивным колесом. Зубчатое колесо z = 20 во время рабочего хода зацепляется с наружным венцом zн = 120 реверсивного колеса и, после того, как это колесо совершит пять полных оборотов, перемещается вдоль зуба под действием кулачка К3 на валу XIV, входя в зацепление с составным участком. Затем по полушестерне 4 зубчатое колесо z = 20 входит в зацепление с внутренним венцом колеса 3 и, наконец, перемещаясь вдоль зуба, с его целым участком.
После того, как реверсивное колесо сделает пять оборотов в обратную сторону (вспомогательный ход), зубчатое колесо z = 20 перемещается вдоль зуба на составной участок и по полушестерне 4 на его наружный венец 2. Затем колесо z = 20 перемещается вдоль зуба на наружный венец целого участка реверсивного колеса, и цикл начинается снова.
Частота вращения за цикл ведущего колеса z = 20 реверсивного механизма:![]()
где zн, zв — полное число зубьев соответственно наружного и внутреннего венцов; z2, z3, z4 — число зубьев соответственно наружного, внутреннего венцов и переходной полушестерни подковы; nр. х, nв. х — полное число оборотов реверсивного колеса во время рабочего и вспомогательного ходов.
В числовом выражении получим:![]()
Таким образом, за один цикл обработки ведущая шестерня реверсивного колеса 5 совершает 60 оборотов.
Уравнение кинематического баланса цепи обкатки составляется с учетом того, что воображаемое производящее колесо и заготовка находятся как бы в зацеплении, т. е. за время поворота люльки на один зуб 1 /zi производящего колеса заготовка должна повернуться на один зуб 1/z нарезаемого колеса. При работе по методу обкатки уравнение кинематического баланса цепи обкатки имеет вид![]()
Отсюда получаем формулу наладки гитары обкатки, с учетом, что:
Число zi зависит от угла качания люльки θ. Угол качания люльки θ, необходимый для полной обкатки профиля зуба нарезаемого колеса, зависит от параметров этого колеса. Он должен быть таким, чтобы резцы начинали снимать стружку сразу же после подвода стола в рабочее положение и заканчивали съем стружки до начала отвода стола. Если этого не получается, и люлька качается в одну сторону от среднего положения на недостаточный угол, а в другую сторону на избыточный, то следует изменить угол качания люльки. Если же угол качания люльки недостаточный, то надо увеличить число zi, взяв следующее большее число, не имеющее общих множителей, с числом зубьев нарезаемого зубчатого колеса, и затем пересчитать соответственно сменные зубчатые колеса гитар деления и обкатки. Чтобы люлька качалась в обе стороны на одинаковый угол, ее устанавливают на нуль при положении распределительного вала в центре обкатки. При работе методом врезания zi = 1.
Полуавтоматический цикл работы станка. При нажатии на кнопку «Пуск» включаются электродвигатели M1 и М2 (см. рис. 16.18). По окончании обработки зуба кулачок К1, установленный на распределительном валу I, переключает золотник гидрораспределителя Г1. Происходит подача масла в правую полость цилиндра Ц2, и резцы отводятся. Одновременно кулачок К2 переключает золотник гидрораспределителя Г2. Масло поступает в правую полость цилиндра Ц1 счетчика циклов, и он срабатывает. После этого кулачок К3 на распределительном валу XIV переведет рычаг Р реверсивного механизма вниз. Зубчатое колесо 5 войдет в зацепление с наружным венцом 2 составного подковообразного участка и, как только пройдет полушестерню 4 (начало обратного хода люльки) и войдет в зацепление с внутренним венцом 3 подковообразного участка, кулачок К3 переведет колесо 5 в зацепление с внутренним венцом 3 целого участка колеса 2, а кулачок K4 нажмет на переключатель 6 и переключит электродвигатель М2 на 2000 об/мин; после этого начнется ускоренный ход люльки.
В конце вспомогательного хода кулачок K4 нажмет на переключатель 6 и переключит электродвигатель М2 на частоту вращения, устанавливаемую потенциометром. Одновременно кулачок К3 переведет рычаг Р вниз и введет колесо 5 в зацепление с внутренним венцом 3 подковообразного участка. После прохождения полушестерни 4 (начало прямого хода люльки) она войдет в зацепление с наружным венцом 2 подковообразного участка. Затем кулачок К3 переведет колесо 5 в зацепление с наружным венцом 2 целого участка реверсивного колеса. Одновременно кулачок отпустит золотник гидрораспределителя Г1. Произойдет подача масла в левую полость цилиндра Ц2, и резцы будут подведены. После этого начнется новый цикл.
Гидропривод служит для подвода, отвода, зажима заготовки и разжима готовой детали, отводов резцов, управления счетчиком циклов, охлаждения инструмента и подачи смазочного материала в части станка.
