Отклонение формы реальной поверхности или реального профиля от формы номинальной (заданной чертежом) поверхности (профиля) оценивается наибольшим расстоянием от точек реальной поверхности (профиля) до прилегающей поверхности (профиля) по нормали к ней.
Прилегающей поверхностью (профилем) называется поверхность (профиль), имеющая форму номинальной поверхности (профиля), соприкасающаяся с реальной поверхностью (профилем) и расположенная вне материала детали так, чтобы отклонение от наиболее удаленной точки реальной поверхности в пределах нормируемого участка имело минимальное значение.
ГОСТ 24642-81 устанавливает следующие отклонения формы поверхностей.
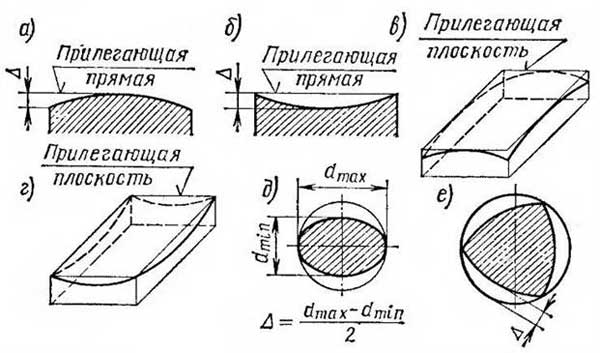
Рисунок 1.
Отклонение от прямолинейности в плоскости
Частными видами этого отклонения являются выпуклость и вогнутость. Выпуклость — отклонение от прямолинейности, при котором удаление точек реального профиля от прилегающей прямой уменьшается от края к середине (рис. 1, а); вогнутость — отклонение от прямолинейности, при котором удаление точек реального профиля от прилегающей прямой увеличивается от края к середине (рис. 1, б).
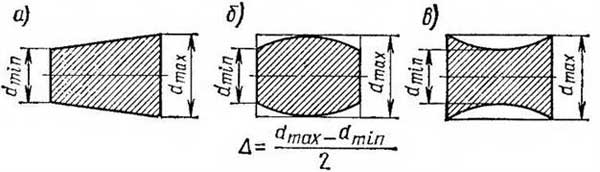
Рисунок 2.
Отклонение от плоскостности
Частными видами этого отклонения также являются выпуклость (рис. 1, в) и вогнутость (рис. 1, г).
Отклонение от круглости
Частными видами этого отклонения являются овальность и огранка. Овальность — отклонение от круглости, при котором реальный профиль представляет собой овалообразную фигуру, наибольший dmaх и наименьший dmln диаметры которой находятся во взаимно перпендикулярных направлениях (рис. 1, д). Огранка — отклонение от круглости, при котором реальный профиль представляет собой многогранную фигур (рис. 1, е).
Отклонение профиля продольного сечения характеризует отклонение от прямолинейности и параллельности образующих. Частными видами этого отклонения являются конусообразность, бочкообразность и седлообразность. Конусообразн о с т ь — отклонение профиля продольного сечения, при котором образующие прямолинейны, но не параллельны (рис. 2, а). Бочкообразность — отклонение профиля продольного сечения, при котором образующие непрямолинейны и диаметры увеличиваются от краев к середине сечения (рис. 1, 6). Седлообразность — отклонение профиля продольного сечения, при котором образующие непрямолинейны и диаметры уменьшаются от краев к середине сечения (рис. 2, в).
Отклонение расположения
Отклонение расположения характеризует отклонение реального расположения рассматриваемого элемента (поверхности, линии, точки) от его номинального (заданного чертежом) расположения. Различают следующие отклонения расположения.
Отклонение от параллельности плоскостей — разность А-В (рис. 3, а) наибольшего и наименьшего рас стояний между прилегающими плоскостями на заданной площади или длине. Отклонение от параллельности прямых в плоскости — разность А-В (рис. 3, б) наибольшего и наименьшего расстояний между прилегающими прямыми на заданной длине. Отклонение от параллельности осей поверхностей вращения (или прямых в пространстве) — отклонение Ах (рис. 3, е) от параллельности проекций осей на их общую теоретическую плоскость, проходящую через одну ось и одну из точек другой оси.
Перекос осей (или прямых в пространстве) — отклонение Ау (рис. 3, в) от параллельности проекций осей на плоскость, перпендикулярную общей теоретической плоскости и проходящую через одну из осей.
Отклонение от параллельности оси поверхности вращения и плоскости — разность А-В (рис. 3, г) наибольшего и наименьшего расстояний между прилегающей плоскостью и осью поверхности вращения на заданной длине. Отклонение от перпендикулярности плоскостей, осей или оси и плоскости — отклонение А (рис. 3, д) угла между плоскостями, осями или осью и плоскостью от прямого угла, выраженное в линейных единицах на заданной длине L.
Торцовое биение — разность А (рис. 3, е) наибольшего и наименьшего расстояний отточек реальной торцовой поверхности, рас положенных на окружности заданного диаметра, до плоскости, перпендикулярной базовой оси вращения. Если диаметр не задан, то торцевое биение определяется на наибольшем диаметре торцевой поверхности.
Отклонение от соосности относительно базовой поверхности — наибольшее расстояние А (рис. 3, ж) между осью рассматриваемой поверхности и осью базовой поверхности на всей длине рассматриваемой поверхности или расстояние между этими осями в заданном сечении.
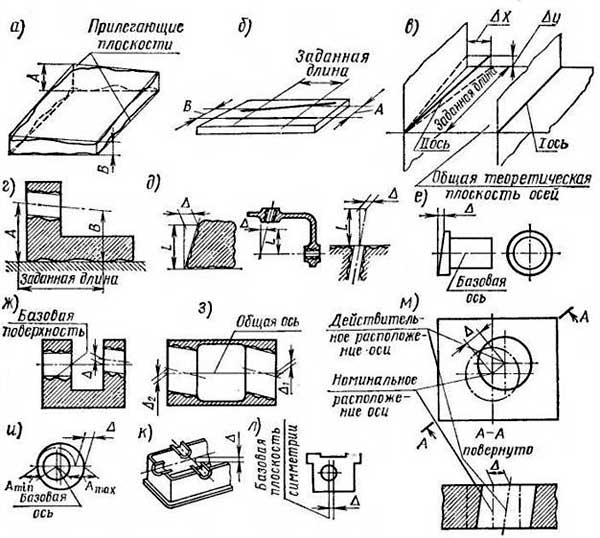
Рисунок 3.
Отклонение от соосности относительно об щей оси — наибольшее расстояние Ах; Д2 (рис. 3, з) от оси рассматриваемой поверхности до общей оси двух или нескольких номинально соосных поверхностей вращения в пределах длины рассматриваемой поверхности. За общую ось двух поверхностей принимается прямая, проходящая через эти оси в средних сечениях рассматриваемых поверхностей.
Радиальное биение — разность Δ = Амах-Amin (рис. 3, и) наибольшего и наименьшего расстояний от точек реальной поверхности до базовой оси вращения в сечении, перпендикулярном этой оси. Отклонение от пересечения — кратчайшее расстояние А (рис. 3, к) между осями, номинально пересекающимися.
Отклонение от симметричности — наибольшее расстояние (рис. 3, л) между плоскостью симметрии (осью симметрии) рассматриваемой поверхности и плоскостью симметрии (осью симметрии) базовой поверхности. Смещение оси (или плоскости симметрии) от номинального расположения — наибольшее расстояние Д (рис. 3, м) между действительным и номинальным расположениями оси (или плоскости симметрии) по всей длине рассматриваемой поверхности.
Предельные отклонения
Предельные отклонения формы и расположения поверхностей указывают на чертежах или в технических требованиях. При обозначении на чертеже данные о предельных отклонениях формы и расположения поверхностей указывают в прямоугольной рамке, разделенной на две или три части: в первой части помещают условное обозначение отклонения, во второй — предельное отклонение в миллиметрах и в третьей — буквенное обозначение базы или другой плоскости, к которой относится отклонение.
Нормы точности металлорежущих станков характеризуются наибольшими допускаемыми отклонениями формы и расположения поверхностей обрабатываемых заготовок. Под нормой точности станка следует понимать предельно достижимую точность изготовления детали при выполнении чистовых операций на новом станке или на станке, находящемся в эксплуатации непродолжительное время. Показатели точности, получаемые при различных видах обработки с учетом износа оборудования и приспособлений, погрешностей базирования и других факторов, обычно находятся ниже этих пределов и характеризуют экономически достижимую точность обработки. Экономически достижимая точность обработки поверхности определяется размером затрат, необходимых для применения данного способа обработки, которые не должны превышать затрат при любом другом способе, пригодном для обработки этой же поверхности. В качестве примеров можно привести данные о степени точности геометрической формы деталей при обработке на различных станках.
Точность формы и расположения
Точность формы и расположения поверхностей характеризуется предельными отклонениями, назначаемыми по ГОСТ 24643-81 при наличии особых требований, возникающих из условий работы, изготовления или измерения деталей. В остальных случаях отклонения формы и расположения поверхностей должны находиться в пределах поля допуска соответствующего размера.
ГОСТ 24643-81 устанавливает 16 степеней точности и соответствующие этим степеням (в зависимости от номинальных длин и диаметров) размеры предельных отклонений формы и расположения поверхности. Так, предельные отклонения от плоскостности и прямолинейности для длин от 25 до 40 мм составляют для 1-й степени точности 0,5 мкм, а для 10-й — 30 мкм; предельные значения отклонений формы цилиндрических поверхностей для диаметров от 18 до 30 мм составляют для 1-й степени точности 0,6 мкм, для 10-й степени точности — 40 мкм и предельные значения радиального биения для тех же диаметров и степеней точности — соответственно 1,6 и 100 мкм.
