Универсальный зубодолбежный станок 5В150 предназначен для нарезания зубьев на цилиндрических шестернях внутреннего и наружного зацепления диаметром до 800 мм и модулем до 12 мм как с открытыми, так и закрытыми венцами (блок-шестерни). На станине 1 и внутри нее размещены основные узлы станка: стол 2 с механизмом отсчета оборотов заготовки 3, механизм врезания 4, стойка 5, коробка радиальных подач 6, суппорт 7, пульт управления 8 и гитара деления 9.
Нарезаемое колесо крепится на горизонтальной планшайбе стола станка при помощи специального приспособления. Для выверки биения заготовки планшайба может вращаться ускоренно от отдельного привода. Стол может перемещаться по горизонтальным направляющим станины ускоренно от отдельного привода для ориентировочной установки в исходное положение; замедленно от руки для точной установки в исходное положение и для врезания долбяка в заготовку; механически (радиальная подача) для врезания долбяка в заготовку на заданную глубину.
Цикл обработки
Станок работает по замкнутому автоматическому циклу, причем после пуска станка начинается одновременное движение долбяка, обкат и радиальная подача. По достижении долбяком заданной глубины процесс врезания автоматически прекращается, после чего планшайба стола делает один полный оборот.
Станок может работать как по однопроходному, так и по двухпроходному циклу, причем в зависимости от настройки станка во время перехода на второй проход скорость резания и подача могут изменяться автоматически, что значительно повышает производительность станка, стойкость инструмента и точность нарезания.
На станке можно нарезать косозубые колеса при помощи специально изготовляемого приспособления, которое монтируется на суппорте станка.
При надлежащем уходе и регулировке станок обеспечивает нарезание зубчатых колес но ГОСТ 1643-72 не ниже 7-й степени точности.
Формообразующие движения
Механизмы полуавтомата осуществляют следующие формообразующие движения:
- главное движение — возвратно-поступательное перемещение долбяка в вертикальной плоскости
- движение обката (делительное движение — вращение долбяка и стола с заготовкой
- движение врезания радиальной подачи стола
- вспомогательные движения — быстрое вращение заготовки, работа счетного механизма, управляющего автоматическим циклом обработки.
Главное движение
Главное движение (рис. 1) осуществляется от трехскоростного электродвигателя 1 через клиноременную передачу 2-3, зубчатую пару 4 — 5, сменные колеса гитары скоростей а — b и колеса 8-9. Колесо 9 является одновременно кривошипом, преобразующим вращательное движение в поступательное движение ползуна, на котором крепится долбяк. Автоматическое переключение скоростей резания при двухпроходном цикле производится установкой в соответствующее положение рукояток на пульте управления.
К станку придают три пары сменных колес a-b с постоянной суммой зубьев. В нижней части суппорта имеется устройство с эксцентриковым валом (на схеме не показано) для отвода долбяка при холостом ходе.
Цепь обката связывает вращение заготовки и инструмента. Эта связь осуществляется от стола 69 через червячную пару 33-34, гитару обката d1-c1, b1-a1, коническую пару 32-31, конический реверсивный механизм 28-27 и далее на червячную пару 26-25, которая осуществляет согласованное со столом 69 вращение ползуна с долбяком.
Круговая подача
Круговая подача согласовывает возвратно-поступательное движение ползуна через кривошипный механизм 47, зубчатые колеса 9-8, 6-7, цепную передачу 10-11, колеса 12-13 или 14-15 или 16-17, 18-19, сменные колеса гитары круговых подач a3 и b3, вал III, конические колеса 30-29, 28-27, вал II и червячную пару 26-25 с круговым движением ползуна.
Движение радиальной подачи осуществляется от реверсивного электродвигателя 40, зубчатые передачи 41-42, червячную пару 43-44, муфту 45, сменные колеса гитары а2- b2, колеса 48-49, червячную пару 57-58 и винт 67. При рабочей подаче муфта 55 выключена, а муфта 45 включена. Переключение муфт 45 и 55 сблокировано таким образом, что при включении одной муфты другая выключается. При реверсе двигателя 40, для быстрого отвода стола движение передается через зубчатые колеса 41-42, муфту 55, конические колеса 47-56, червячную пару 57 — 58 и винт 67. Ручное перемещение стола осуществляется через валик 52 и колеса 51 и 50; при этом муфты 45 и 55 должны быть выключены.
Реверсирование
Реверсирование двигателя 40 и переключение муфт 45 и 55 осуществляется при помощи механизма врезания, диски которого 60 — 61 приводятся во вращение перемещением стола 69 от рейки 66 через зубчатые колеса 65 — 64 — 63-62. Один диск служит для однопроходного цикла, другой — для двухпроходного. За 1 мм хода стола диски 61 -60 поворачиваются на 10 мм по окружности наружного диаметра; на дисках нанесены деления, указывающие глубину врезания. Как только одна из собачек 59 попадает во впадину на первом диске (на схеме не показано), рычаг воздействует на микропереключатели, которые выключают электродвигатель 40 радиальной подачи, и стол 69 останавливается.
Электродвигатель 39 через зубчатые колеса 38-37 и червячную пару 34-33 при выключенной муфте 68 приводит стол в быстрое вращение для точной установки заготовки. Стол можно вращать вручную через валик 46, червячную пару 53-54 и цепную передачу 36-35. Вращение шпинделю долбяка для проверки биения посадочной шейки сообщает электродвигатель 70. Ручное вращение стола осуществляется от рукоятки 46.
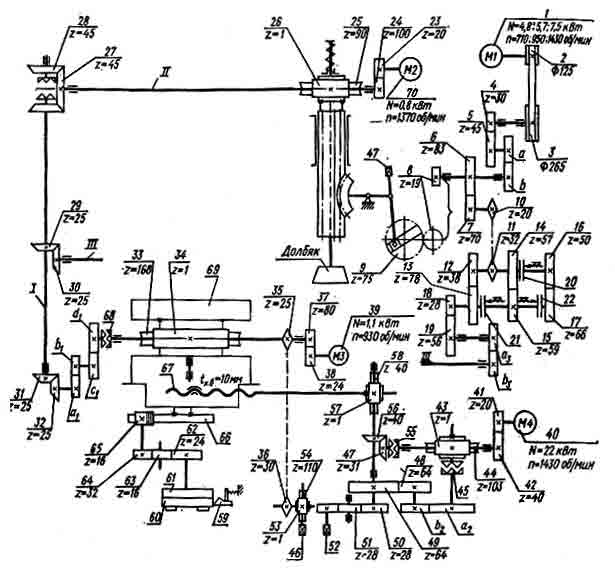
Рис. 1 Кинематическая схема станка 5В150
Отсчет полного оборота стола с заготовкой производится счетчиком (рис. 2). Вращение вала В связано с вращением стола. За один оборот стола вал делает почти полный оборот. На валу закреплен диск 1, к которому пружиной прижимается диск 2. Последний имеет прорезь, в которую входит фиксатор 3, удерживающий диск от вращения.
Рис. 2
Одновременно, с выключением электродвигателя радиальной подачи включается электромагнит ЭМ4, который выводит фиксатор из прорези, после чего диск 2 начинает вращаться. При включении электромагнита микропереключатель В15 подготовляет электросхему к выключению электродвигателя главного привода. По истечении 2-3 мин реле времени отключает электромагнит; при этом фиксатор освобождается, стремясь занять прежнее положение, т. е. сначала прижимается к поверхности диска 2, а затем, когда диск сделает полный оборот, попадает в его прорезь. Диск 2 перестает вращаться, микропереключатель выключает электродвигатель главного привода, и станок останавливается. Винт 4 служит для регулировки работы микропереключателя.
