Для снижения шероховатости поверхности и достижения высокой точности профиля зубьев незакаленных зубчатых колес применяют процесс шевингования. При этом используется специальный инструмент — шевер, который представляет собой колесо пли рейку, зубья у которых прорезаны поперечными канавками для образования режущих кромок (рис. 1). При вращении шевера и обрабатываемого колеса, находящихся в зацеплении, происходит боковое скольжение зубьев по их длине, и кромки канавок на зубьях шевера срезают (соскабливают) тонкую стружку с профилей зубьев колеса. Срезание происходит в результате скрещивания осей шевингуемого колеса и шевера.
Рис. 1 Зуб шавера
Рассмотрим принципиальную схему работы шевинговального станка(рис. 2). Шевер 1 вращается от электродвигателя станка и принудительно вращает обрабатываемое зубчатое колесо 2, установленное в центрах бабки 3, 4.
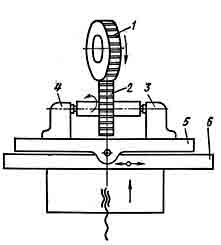
Рис. 2 Принципиальная схема шевингования
Бабка размещена на столе 5, который шарнирно связан с нижним столом 6 станка, получающим возвратно-поступательное движение. Стол в конце каждого двойного хода совершает вертикальную подачу. Таким образом, при шевинговании происходят следующие движения: вращение шевера и колеса, возвратно-поступательное перемещение колеса и перемещение колеса в радиальном направлении к шеверу.
Недостатки метода
Недостатком процесса шевингования, является отсутствие жесткой кинематической связи между шевером и обрабатываемым колесом, вследствие чего накопленная ошибка очередного шага исправляется в небольшой степени. Кроме того, точность обработки шевингования в значительной степени зависит от качества зубонарезания н припуска под шевингование.

Рис. 3 Процесс обработки кромочным шевером
В последнее время получает распространение новый способ обработки зубьев кромочными шеверами. В отличие от обычного шевингования этот процесс осуществляется при жесткой кинематической связи между режущим инструментом и обрабатываемым колесом, расположенным к инструменту под углом 45°. Кромочный шевер и обрабатываемое колесо образуют пару зубчатых колес со скрещивающимися осями. Для обработки применяют два шевера, каждый из которых обрабатывает свою сторону зуба колеса при соответствующем направлении движения обката и подачи.
Обработка кромочным шевером
Процесс обработки зуба кромочным шевером осуществляется следующим образом (рис. 3). Обрабатываемое колесо 1 из левого крайнего положения подводится быстро к режущему инструменту 2, в этот момент включается медленная рабочая подача, при которой обрабатывается одна сторона А профиля зубьев. После окончания обработки стороны А колесо перемещается в крайнее правое положение. Затем вращение шевера и колеса реверсируют, и обрабатываемое колесо вновь подводится к шеверу, опять включается рабочая подача и отделывается другая сторона Б профиля зубьев. После этого колесо быстро перемещается в исходное положение.
