Заточные станки служат для заточки инструмента и применяются в инструментальных цехах заводов и в заточных отделениях механических цехов. По способу заточки они разделяются на две группы: станки для абразивной заточки и доводки инструмента, работающие шлифовальным кругом; станки для безабразивной заточки и доводки. Первая группа имеет большее распространение; огромное значение приобрела заточка инструмента алмазными кругами, применение которых значительно повышает производительность и качество заточки. К безабразивной заточке относятся электроискровой и анодно-механический способы (см. гл. XV).
По назначению заточные станки делятся на универсальные — для заточки различных видов инструмента и специальные — для заточки инструмента определенного вида.
Заточной станок 3В642
Универсальный заточной станок 3В642 предназначен для заточки основных видов режущего инструмента: резцов, фрез, зенкеров и т. д. Станок оснащается различными приспособлениями, позволяющими устанавливать и закреплять затачиваемый инструмент. Кроме того, на станке можно производить наружное, внутреннее и плоское шлифование. Затачивание и шлифование производят при ручном перемещении детали со столом. Техническая характеристика станка: наибольший диаметр устанавливаемой детали 250 мм; наибольшая длина детали, устанавливаемой в центрах, 630 мм; размеры рабочей поверхности стола (длина и ширина) 900 х 140.мм; наибольшее вертикальное перемещение шлифовальной головки 250 мм. На рис. 1 приведена кинематическая схема станка. Глазное движение — вращение шпинделя со шлифовальными кругами 1 и 2 осуществляется от двухскоростного электродвигателя 3 через ременные передачи 4-5 или 6 — 7 и далее через передачу 8 — 9 на шпиндель. Периферией цилиндрического круга 2 шлифуют поверхности тел вращения, которые устанавливают в центрах приспособления на столе станка, а чашечным кругом 1 — плоские поверхности инструмента, например резьбу метчика по передней плоскости. Электродвигатель вместе с кронштейном, на котором он установлен, и со шкивом 8 может опускаться с помощью винта 10 вниз, натягивая ремень шлифовальной головки.
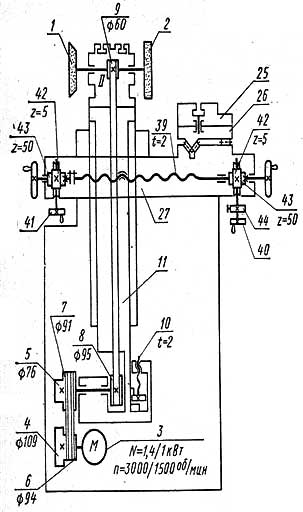
Рис. 1 Кинематическая схема станка мод. 3В642
Шлифовальная головка
Шлифовальная головка со шлифовальными кругами смонтирована на верхней части вертикальной колонны 11 и может поворачиваться с ней вокруг вертикальной оси. Кроме поворота, колонна может перемешаться вверх или вниз с помощью маховиков 12 или 13 (рис. 2). От маховика 12 движение на вал может передаваться непосредственно, если кнопкой 14 включить муфту 45 (быстрое движение), или через планетарный механизм с зубчатыми колесами 15 — 16 и 17 -18 и далее через червячную передачу 19-20 на реечную пару с реечным колесом 21 и рейкой 22, закрепленной па колонне (медленное движение). Если колонна перемешается с помощью маховика 13, то движение идет через коническую пару 23 — 24 и далее по той же цепи.
Стол
Стол с суппортной группой состоит из трех частей. На верхней поворотной части 25 (см. рис. 1) устанавливают в соответствующих приспособлениях затачиваемый инструмент. Верхняя часть стола поворачивается относительно средней части 26 для заточки конических поверхностей инструмента. Средняя часть стола имеет ручное продольное перемещение на роликовых направляющих нижней части 27. Это перемещение производят маховиками 28 или 29 (рис. 2) с реечными зубчатыми колесами 30, или рукояткой 31 на корпусе (поводке) планетарной передачи. В последнем случае нажатием кнопки 32 реечное колесо 33, связанное с планетарным механизмом, включают, а колеса 30, связанные с маховиками 28 и 29, отключают от рейки 34; при этом стол получает медленную поперечную подачу от планетарного механизма с колесами 35-38.
Нижнюю часть стола вместе со средней и верхней частями перемещают в поперечном направлении с помощью ходового винта 39 и гайки, закрепленной на станине. Тонкая (замедленная) поперечная подача осуществляется вращением маховиков 40 или 41, которые через передачи 42 — 43 поворачивают ходовой винт 39.
Храповой механизм 44 приводится в движение специальной рукояткой и через ту же передачу 42 — 43 сообщает ходовому винту, а следовательно, и столу периодическое замедленное движение. Тонкая (замедленная) подача стола позволяет осторожно подводить затачиваемый инструмент к шлифовальному кругу.
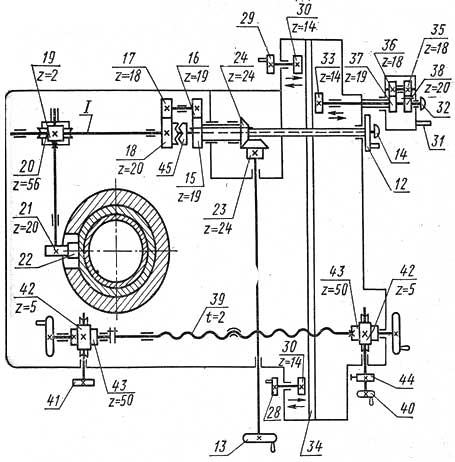
Рис. 2 Кинематическая схема шлифовальной головки
Приспособления станка значительно расширяют область его использования. К таким приспособлениям относятся передняя бабка с делительными дисками, задняя бабка, универсальная заточная головка, универсальные поворотные тиски, приспособление для правки кругов, приспособление для заточки фрез с затылованными зубьями, приспособление для заточки сверл, упор для заточки фрез с винтовыми зубьями и некоторые другие.
