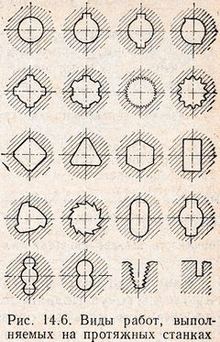
Протяжные станки предназначены для точной обработки внутренних и наружных поверхностей различного профиля. Некоторые контуры поверхностей, обрабатываемых на протяжных станках, приведены на рис. 14.6. Протяжные станки делят по следующим признакам:
- по назначению — для внутреннего и наружного протягивания;
- по степени универсальности — на станки общего назначения и специальные;
- по направлению и характеру рабочего движения — на горизонтальные, вертикальные, непрерывного действия с прямолинейным конвейерным движением, с круговым движением протяжки или заготовки, с комбинацией различных одновременных движе-нийзаготовки и протяжки;
- по числу кареток или позиций — с одной, двумя или несколькими каретками; однопозиционные (обычные) и многопозиционные (с поворотными столами).
Наиболее распространены горизонтально-протяжные станки для внутреннего протягивания, вертикально-протяжные для наружного и внутреннего протягивания и горизонтально-протяжные для непрерывного протягивания.
Главное движение у протяжных станков — движение инструмента (протяжки). Механизм подачи у протяжных станков отсутствует, поскольку подача обеспечивается подъемом зубьев протяжки. Основными параметрами, характеризующими протяжные станки, являются наибольшая сила протягивания; она может достигать 290—390 кН у средних станков и 1170 кН у крупных станков; максимальная длина хода протяжки; для средних станков она колеблется в пределах 350— 2300 мм.
Обычно протяжные станки работают по полуавтоматическому циклу; они имеют, как правило, гидравлический привод; однако выпускают высокоскоростные протяжные станки, у которых применяют электромеханический привод от электродвигателя постоянного тока.
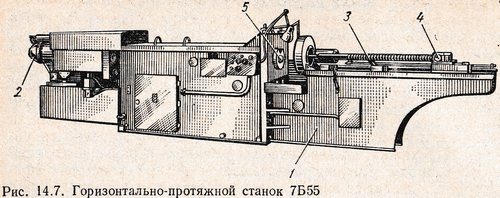
Горизонтально-протяжной станок 7Б55 (рис. 14.7) предназначен для протягивания внутренних поверхностей различной геометрической формы и размеров деталей из черных и цветных металлов и сплавов.
Техническая характеристика станка
- Номинальная сила протягивания, кН: 98
- Наибольшая длина рабочего хода салазок, мм: 1600
- Диаметр отверстия в планшайбе, мм: 100
- Скорость рабочего хода, м/мин: 1,5-11,5
- Скорость обратного хода, м/мин: 20-25
- Мощность электродвигателя привода гидравлического насоса, кВт 17 Масса, кг: 6900
В полой части сварной станины 1 коробчатой формы смонтированы основные агрегаты гидравлического привода, являющегося основным для этого вида станков. Слева расположен силовой цилиндр 2. Шток поршня связан с рабочими салазками, которые, перемещаясь в направляющих вдоль оси станка, служат дополнительной опорой. На конце штока насажена втулка с патроном для закрепления левого конца протяжки 5; правый конец ее зажат во вспомогательном патроне 4. Приспособление для установки заготовки и сама заготовка упираются в неподвижный корпус 5 станины. Правая часть станины приставная и служит для монтажа устройства автоматического подвода и отвода протяжки. Необходимые движения осуществляются вспомогательным силовым цилиндром, смонтированным в правой части станка. Происходит это следующим образом. При рабочем ходе влево салазки вспомогательного патрона 4 сопровождают протяжку до тех пор, пока не коснутся жесткого упора. При этом связь между протяжкой и патроном прерывается подпружиненным кулачком. После этого происходит рабочий ход, осуществляемый силовым цилиндром 2. При обратном ходе задний хвостовик протяжки снова входит во вспомогательный патрон и толкает его вправо в исходное положение.
Станок работает как полуавтомат, но при оснащении его автоматизированными приспособлениями для подачи заготовки и съема детали может работать в автоматическом цикле и может быть встроен в автоматические линии. Станок используют в крупносерийном и массовом производстве, а с учетом простой переналадки его можно использовать и в единичном и мелкосерийном производстве.
Движение протяжки на станке осуществляется с помощью гидропривода, имеющего два насоса. Один из них с подачей 200 л/мин служит для подвода масла в основной (рабочий) гидроцилиндр; другой с подачей 25 л/мин нагнетает масло во вспомогательный гидроцилиндр. Гидропривод позволяет осуществлять три цикла работы: полный, простой и наладочный. При полном цикле применяют длинные протяжки (1200—1300 мм) с задним хвостовиком. Протяжку устанавливают хвостовиком во вспомогательный патрон, получающий движение от штока вспомогательного цилиндра. Протяжка, поддерживаемая роликом, перемещается к рабочему патрону. Патрон захватывает передний хвостовик протяжки, перемещает ее вместе со вспомогательным патроном до его раскрытия от копира, осуществляет рабочий и обратный ходы, после которых вспомогательный патрон захватывает задний хвостовик протяжки, и отводит ее в исходное положение.
При простом цикле применяют короткие протяжки. В этом случае протяжку закрепляют вручную в патроне, смонтированном на салазках, получающих горизонтальное перемещение от основного гидроцилиндра по направляющим станины. Перемещения вспомогательных салазок при этом цикле не происходит.
Наладочный режим используют при наладке станка. Этот режим включает необходимые для подготовки процесса протягивания движения инструмента.
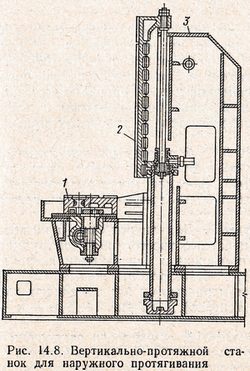
Протяжные станки для наружного протягивания и непрерывного действия. Протяжные станки для наружного протягивания (рис. 14.8) бывают вертикального и горизонтального исполнения с одним, двумя или несколькими ползунами, несущими протяжки. Станки для наружного протягивания в отличие от вертикально-протяжных станков для внутреннего протягивания имеют иную конструкцию каретки и стола и не имеют вспомогательной каретки. Заготовку закрепляют в приспособлении, устанавливаемом на столе 1. Протяжку закрепляют с помощью инструментальной плиты на каретке 2, перемещающейся по вертикальным направляющим станины 3. Движение протяжки осуществляется с помощью гидропривода.
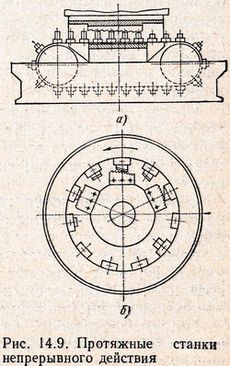
Схема работы цепного протяжного станка непрерывного действия для наружного протягивания приведена на рис. 14.9, а. Станок применяют в серийном и массовом производстве. Обрабатываемые заготовки устанавливают в специальных приспособлениях, расположенных на бесконечной цепи. Проходя между протяжкой и направляющей плитой, они обрабатываются и после обработки автоматически освобождаются из зажимных приспособлений.
Станок, показанный на рис. 14.9, б, служит для непрерывного протягивания поверхностей, представляющих собой часть поверхности кругового цилиндра. Протяжки могут быть расположены либо в центральной части, либо по периферии вращающегося стола.
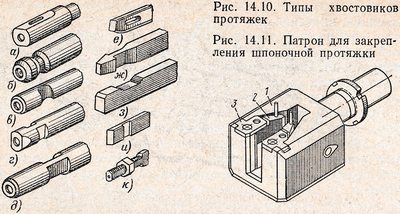
Способы закрепления протяжек. Для закрепления протяжек на станке предусмотрены специальные хвостовики. Конструкция хвостовика зависит от типа протяжки и конструкции патрона, в который ее устанавливают. Хвостовики, показанные на рис. 14.10, а—д, называют цилиндрическими (их применяют для протяжек, обрабатываемых в центрах), а на рис. 14.10, е — к — призматическими (плоскими).
Патрон, показанный на рис. 14.11, служит для закрепления шпоночной протяжки большого размера. Он состоит из корпуса 1, внутри которого на оси качаются кулачки 2, удерживаемые сверху планками 3. Толкатели под действием пружин сводят кулачки вместе, последние заходят в выточку хвостовика протяжки и захватывают ее.
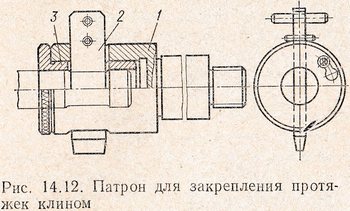
Патрон для протяжек (рис. 14.12), закрепляемых клином (см. хвостовик на рис. 14.10, а, е), представляет собой корпус 1, в который вставляют сменную втулку 3. Протяжку вставляют вручную хвостовиком в отверстие втулки и закрепляют клином 2. Форма и размеры отверстия втулки зависят от формы и размеров хвостовика протяжки.
Патрон, показанный на рис. 14.13, применяют для внутренних протяжек типа шпоночных (см. хвостовик на рис. 14.10, ж). Он представляет собой корпус 1, в окнах которого находятся кулачки 2, поджимаемые один к другому пружиной 3. После установки заготовки хвостовик протяжки вставляют в направляющий паз приспособления (адаптера). При продвижении протяжки вследствие скосов ее передней части кулачки отжимаются, и рабочий может свободно перемещать ее во внутреннюю полость патрона. Как только уступы передней замковой части пройдут за пределы кулачков, последние под действием пружин войдут в углубления хвостовика, и протяжка зажмется. Это позволит переместить протяжку при включении рабочего хода каретки протяжного станка. После выполнения рабочего хода протяжку освобождают, перемещают вверх и выводят из контакта с кулачками переднюю замковую часть протяжки. При протягивании шпоночного паза за несколько проходов одной протяжкой не требуется вертикального перемещения суппорта каретки протяжного станка.
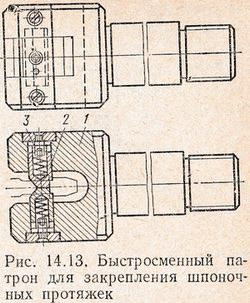
Патрон этой конструкции можно использовать для закрепления протяжек с различными размерами замковой части. Это очень важно в условиях мелкосерийного производства, когда на протяжном станке выполняют операции протягивания нескольких заготовок различными протяжками.
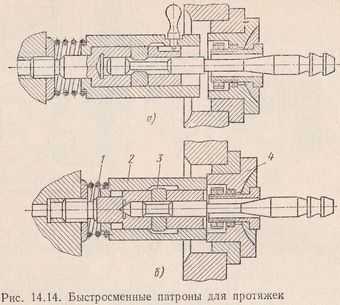
На рис. 14.14, а показан быстросменный патрон, управляемый вручную, а на рис. 14.14, б — автоматический. В автоматическом патроне хвостовик протяжки захватывается кулачками 3, которые сходятся под действием гильзы 2 и удерживаются пружиной 1. В конце обратного хода каретки станка гильза 2 упирается в торец опорного приспособления 4 (или другой неподвижный упор) и смещается, вследствие чего кулачки раздвигаются. Аналогичным образом работает и патрон, управляемый рукояткой.
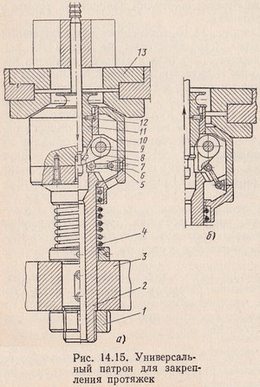
Универсальный патрон для закрепления протяжек (рис. 14.15) имеет рычажно-кулачковый зажим для закрепления протяжек диаметром 16—32 мм на вертикально-протяжных станках. Хвостовик корпуса 2 с помощью шпонки и гайки 1 закреплен в ползуне 3 станка. В пазах 7 корпуса на осях 9 шарнирно закреплены кулачки 8, соединенные шарнирными тягами 6 с кронштейнами 5. В крайнем верхнем положении конусная часть стола 13, преодолевая усилие пружины 4, нажимает на гильзу 10, а тяга 6 разводит кулачки. При движении ползуна вниз (рис. 14.15, б) пружина 4 (см. рис. 14.15, а) разжимается и, действуя на гильзу 10 и тягу 6, зажимает хвостовик кулачками 8. Для центрирования протяжки в патроне служат сменные кулачки 11, которые крепят винтом 12.
