Станок (рис. 19.12) предназначен для сверления, зенкерования, развертывания, нарезания резьбы, торцового подрезания деталей и т. д. в условиях мелко- и среднесерийного производства. Наличие на станке шестипозиционной револьверной головки 3 для автоматической смены режущего инструмента и крестового стола 2 позволяет осуществлять координатную обработку деталей типа крышек, фланцев, панелей и других без предварительной разметки и без применения кондукторов.
Техническая характеристика станка
Наибольший диаметр сверления, мм………….. 35
Наибольший диаметр нарезаемой резьбы………… А124
Число инструментов…………………. 5
Число частот вращения шпинделя:
- общее……………………… 12
- по программе ………………….. 12
Частота вращения шпинделя, мин-1…………..31,5—1400
Число подач по оси Z ………………. 18
Рабочая подача по оси Z, мм/мин…………… 10—500
Скорость быстрого перемещения по осям координат, мм/мин:
- Х’У’…………3800
- Z…………….3850
Рабочая поверхность стола, мм……………. 400X630
Станок оснащен устройством числового программного управления «Координата С70-3», число управляемых координат — три; одновременное управление может осуществляться при позиционировании по двум координатам X’ и Y’; задание размеров в программе — в абсолютных координатах. В качестве программоносителя применяют восьмидорожковую перфоленту шириной 25,4 мм. Кодирование — по ISO-7 bit. Скорость ввода программы — не менее 45 строк/с. Максимальная величина линейных перемещений по X’ — 1999,99 мм, по Y’ — 999,99 мм, дискретность задания перемещений 0,01 мм.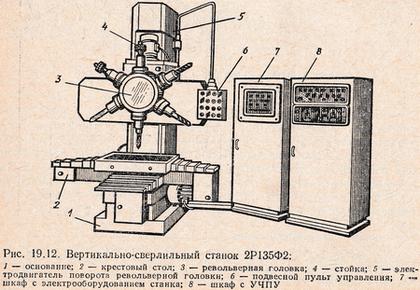
Движения в станке (рис. 19.13). Главное движение — вращение шпинделей револьверной головки — осуществляется от асинхронного электродвигателя М1 (N = 4 кВт; n = 1000 мин-1) следующим образом. С вала I на вал II (полый) движение передается через передачи 42/30, 36/36, 30/42 в зависимости от включения электромагнитных муфт М1, М2, М3. С вала II на вал III движение можно передать через передачу 24/48 включением муфты М5 или через передачу включением муфты M4.
От вала III при включенной муфте М6 движение передается валу V и далее через передачу 21/21 валу VI, с которого через передачу 35/35 валу VII, от которого через передачу 35/44 движение передается на вал VIII, с вала VIII через передачу 31/49 на вал IX, с вала IX посредством передачи 49/47 на вал X, с вала X через передачу 47/35 на один из работающих шпинделей (XXIІI—XXIX), так как на каждом из них установлено колесо z = 35. Таким образом шпиндель станка получает шесть высших значений частот вращения (1400, 1000, 710, 500, 355 и 250 мин-1).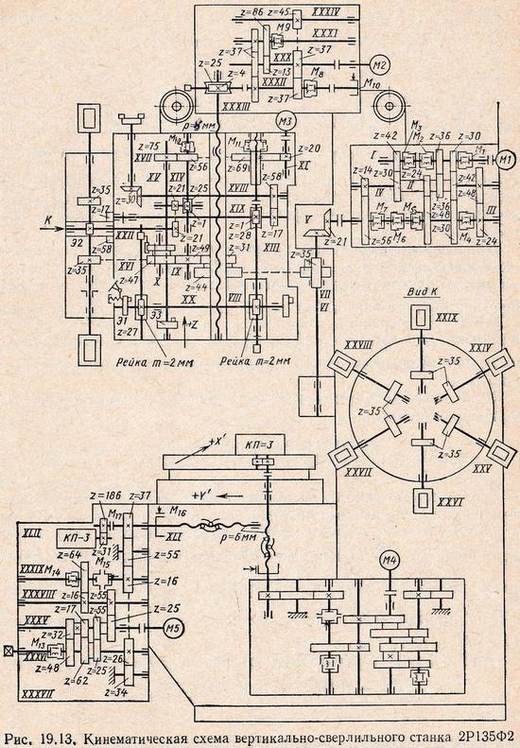
Для получения нижнего диапазона частот вращения шпинделя необходимо выключить муфту М6 и включить муфту M7. Движение в этом случае будет передаваться с вала III на вал IV через передачу 24/48, а с вала IV на вал V через передачу 14/56 и далее через передачи 21/21, 35/35, 35/44, 31/49, 49/47 и 47/35. В общей сложности шпиндель получает 12 частот вращения в пределах 31,5— 1400 мин-1.
Уравнение кинематической цепи для минимальной частоты вращения шпинделя:![]()
Вертикальная подача суппорта с револьверной головкой осуществляется от электродвигателя постоянного тока М2 (N = 1,3 кВт; n = 52 — 2600 мин-1), установленного на валу XXX; через передачу 13/86 при включенной муфте M9 движение передается на вал XXXI, затем через передачи 37/37, 37/37 на вал XXXII и далее через червячную передачу 4/25 на ходовой винт XXXIII с шагом р = 8 мм.
Минимальная вертикальная подача револьверной головки:![]()
На валу XXXII установлена тормозная электромагнитная муфта M10 для торможения ротора электродвигателя при реверсировании. Быстрое перемещение суппорта осуществляют от электродвигателя М2 через передачу 37/37 при включенной муфте М8, червячную пару и ходовой винт XXXIII.
Поворот револьверной головки осуществляется от электродвигателя М3 (N = 0,7/0,9 кВт; n = 1400/2700 мин-1) через передачу 20/69 при включенной муфте М11, червячную пару 1/28, вал XIX, передачу 17/58 которая поворачивает револьверную головку. Прежде чем произвести поворот револьверной головки, ее необходимо расфиксировать, так как она закреплена подпружиненными тягами суппорта, находящимися в пазах револьверной головки. При включении электродвигателя червяк Z = 1 на валу XIII будет вывертываться из червячного колеса z = 28 и движением вниз через реечную передачу с колесом z = 27 модулем m = 2 мм повернет вал XX с эксцентриком Э1, который через систему рычагов освободит револьверную головку; одновременно второе реечное колесо z = 27 перемещает рейку на валу XVI и тем самым выводит колесо z = 47 на валу X из зацепления. Таким образом освобождается револьверная головка и разрывается кинематическая цепь, соединяющая привод вращения со шпинделем револьверной головки. После этого червяк доходит до жесткого упора и начинает вращать револьверную головку через передачу 17/58, меняя инструмент (прямое вращение).
Одновременно с вращением револьверной головки через передачу 17/58, вал XVIII и передачу 30/30 вращается позиционный командоаппарат, установленный на валу XVII, который останавливает прямое вращение револьверной головки реверсом электродвигателя, предварительно уменьшив частоту его вращения до 1400 мин-1. При обратном вращении револьверная головка доходит до жесткого упора суппорта и останавливается; при этом червяк Z = 1, вывертываясь из червячного колеса z = 28, движется вверх. Вал XX вращается в обратном направлении, зубчатое колесо z = 47 вводится в зацепление с колесом z = 35 шпинделя револьверной головки. Головка фиксируется, и шпиндель начинает вращаться. Последовательность работы шпинделей револьверной головки выбирают на пульте. Всего предусмотрено шесть циклов обработки.
Выпрессовка инструмента из шпинделей револьверной головки происходит от электродвигателя М3 посредством передач 20/69, 69/56 при включенной муфте M12, червячной передачи 1/25, передачи 21/21, вала XXII и эксцентрика Э2, смонтированный в пазу оси поворота револьверной головки.
Смазывание револьверного суппорта. Вал плунжерного насоса, подающего масло к суппорту, приводится во вращение от электродвигателя М3 посредством передач 20/69, 69/56, 56/75 вала XV, на котором расположен эксцентрик ЭЗ.
Позиционирование осуществляют перемещением стола и салазок. Редукторы продольного и поперечного перемещений одинаковы по конструкции и обеспечивают сначала быстрое, а затем медленное перемещение стола и салазок при подходе к заданной точке за счет применения электропривода со ступенчатым регулированием.
Перемещение салазок. Быстрое перемещение салазок происходит при включении муфты M13 по следующей кинематической цепи. От электродвигателя М5 (N = 0,6 кВт; n = 1380 мин-1) через передачи 32/48, 26/34, 34/16, 16/55, 55/37 движение передается на ходовой винт качения ХLI с шагом р = 6 мм. Скорость быстрого перемещения:![]()
Медленное перемещение салазок происходит при включении муфты М14. Тогда движение от электродвигателя М5 передается ходовому винту ХLI через передачи 17/62, 25/55, 25/55, 16/64, 16/55, 55/57. На ходовом винте расположен электромагнитный тормоз М16, а на валу XXXIX перегрузочная муфта М15. Ходовой винт качения соединен с кодовым преобразователем через муфту M17 и передачу 186/31.
Стол перемещается от электродвигателя М4 (N = 0,6 кВт; n = 1380 мин-1). Кинематика стола такая же, как и кинематика салазок.
Резьбонарезная головка служит для нарезания резьбы машинным метчиком и может быть установлена в любую позицию револьверной головки. При нарезании резьбы используют копир, винт-гайку с шагами 1,0; 1,25; 1,5; 1,75; 2,0; 3,0 мм, набор сменных цанг для закрепления метчиков, переходные квадраты. В головке имеется механизм для настройки работы резьбонарезной головки по циклу: прямой ход (резьбонарезание) — реверс (вывертывание метчика после нарезания). Полный цикл работы с суппортом обеспечивается электросхемой станка.
