Суммарную равнодействующую всех сил, действующих на резец со стороны обрабатываемого металла, можно назвать силой сопротивления резанию (стружкообразованию). В практических расчетах используют составляющие этой равнодействующей, направление которых совпадает с главным движением и движением подачи (или обратно им).
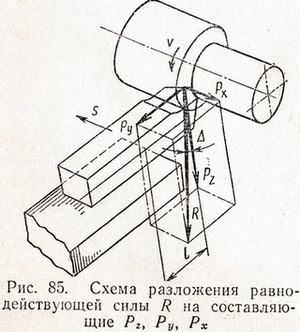 Зная заранее направление этих составляющих сил, пользуясь соответствующими приборами, легко измерить их величину и вывести уравнения для их подсчета При токарной обработке в условиях несвободного резания равнодействующая R силы сопротивления резанию раскладывается на три взаимно перпендикулярные составляющие силы (рис. 85), действующие на резец: Рz — силу резания, или тангенциальную силу, касательную к поверхности резания и совпадающую с направлением главного движения; Рх — осевую силу, или силу подачи, действующую параллельно оси заготовки в направлении, противоположном движению подачи; Ру — радиальную силу, направленную перпендикулярно к оси обрабатываемой заготовки.
Зная заранее направление этих составляющих сил, пользуясь соответствующими приборами, легко измерить их величину и вывести уравнения для их подсчета При токарной обработке в условиях несвободного резания равнодействующая R силы сопротивления резанию раскладывается на три взаимно перпендикулярные составляющие силы (рис. 85), действующие на резец: Рz — силу резания, или тангенциальную силу, касательную к поверхности резания и совпадающую с направлением главного движения; Рх — осевую силу, или силу подачи, действующую параллельно оси заготовки в направлении, противоположном движению подачи; Ру — радиальную силу, направленную перпендикулярно к оси обрабатываемой заготовки.
Равнодействующая:![]()
При ϕ = 45°, λ = 0 и γ ≈ 15° угол ∆ между силами Рz и R равен 25—40°, сила Рх = (0,3 ÷ 0,4) Рz, сила Рy = (0,4 ÷ 0,5) Рz.
На соотношение между силами Рz, Рy и Рх влияют элементы режима резания, геометрические элементы режущей части резца, материал обрабатываемой заготовки, износ резца и др. Начиная со скорости ~50 м/мин, отношения Рy/Рz и Рх/Рz уменьшаются с увеличением скорости резания. Относительная величина сил Рy и Рх возрастает с увеличением отрицательного значения переднего угла и с увеличением износа резца по задней поверхности. При обработке закаленных сталей (σв≥ 150 кгс/мм2) резцом с отрицательным передним углом от —5 до —15° сила Ру больше силы Рz в 1,3—2,3 раза. С увеличением глубины резания и главного угла в плане отношение Px/Pz возрастает, а отношение Py/Pz убывает.
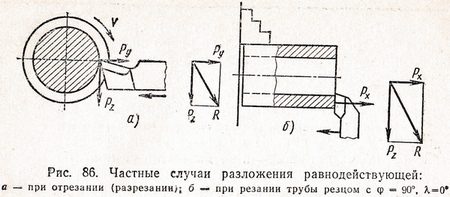
Частные случаи разложения равнодействующей силы при токарной обработке имеют место при отрезании резцом с режущей кромкой, параллельной оси (рис. 86, а), и при резании трубы резцом с углами ϕ = 90° и λ = 0° (рис. 86, б). В этих случаях сила R раскладывается на две Pz и Ру; Pz и Рх.
