Шлицефрезерные станки предназначены для фрезерования шлицев на валах. Обработка шлицев осуществляется червячными шлицевыми фрезами по методу обката, аналогично нарезанию зубьев на зубофрезерных станках,
В процессе огибания профиль специальной червячной фрезы образует боковые стороны шлицев и «усики», применяемые при центрировании шлицевого соединения по внутреннему диаметру (рис. 1, а). На рис. 1, б изображен профиль шлицевой фрезы, когда центрирование происходит по наружному диаметру. Для получения заданного профиля шлицевого вала необходимо, как и при зубофрезеровании, главное движение — вращение червячной фрезы и движение обката — перемещение фрезы вдоль заготовки.
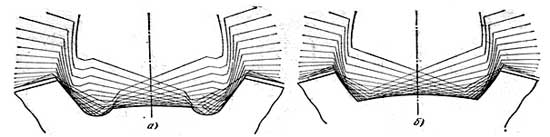
Рис. 1. Схема фрезерования шлица
На рис. 2 изображена кинематическая схема шлицефрезерного станка, имеющая три основные цепи: главного движения, обката и подач.
Главное движение
Цепь главного движения — электродвигатель 25, клиноременная передача со сменными шкивами 24 и 23 и передачи 1-2, 3-4. Цепь деления связывает фрезерный шпиндель 1 V со шпинделем изделия X передачами 4-3, 2-1, 5-6, 7-8, 9-10. Сменными колесами гитары деления а- b и с-d червячной передачей 11-12. Цепь подач (связывает шпиндель изделия с винтовой парой 17 -18) — червячная передача 12 — 11, сменные колеса i подач a1 -b1 и c1- d1 цилиндрическая передача 13 — 14 и червячная пара 15 — 16. Быстрое вращение ходовой винт получает от электродвигателя 26 быстрого хода через червячную передачу 15 — 16 при выключенной муфте 29. Вручную ходовой винт вращают через передачу 19 — 20 и 15 — 16. В процессе фрезерования детали сообщается только вращательное движение обката, осевая подача на станке осуществляется поступательным движением вращающегося инструмента.

Рис. 2 Кинематическая схема шлицефрезерного станка
Установка на глубину фрезерования производится перемещением инструмента вручную. Червячная передача 27-28 служит для поворота фрезерной головки на угол спирали инструмента, реечный механизм 21 — 22 — для перемещения задней бабки.
