Известно, что к приспособлениям предъявляются более высокие требования в отношении точности и геометрической формы их элементов, чем к обрабатываемым деталям.
В цилиндрических и конических деталях приспособления особенно должна быть соблюдена геометрическая форма, т. е. выдержана соосность, устранена эллиптичность, сохранена перпендикулярность торцов или фланцев к цилиндрической поверхности. Эти требования, как правило, указываются в чертежах. Если же такие указания отсутствуют, то отклонения не должны превышать (половины допуска на выполнение данного размера и, во всяком случае, не выходить за пределы всего поля допуска.
Выполнить эти требования, пользуясь предельными калибрами, трудно. В связи с этим в производстве приспособлений при образовании цилиндрических поверхностей применяют для измерений универсальные средства, определяющие абсолютный размер детали в любом его сечении. Однако точное измерение размера еще не означает его точного выполнения. Образование точных цилиндрических поверхностей и сохранение их соосности требуют особого внимания к качеству центровых отверстий. Рассмотрим эти требования.
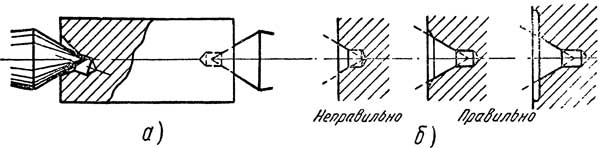
Фиг. 1. Центровые отверстия
Центровые отверстия должны лежать строго на одной оси. Смещение от оси (фиг. 1, а) приводит к неодновременному срабатыванию их опорных поверхностей и отклонению от геометрической формы детали.
- Форма центровых отверстий (фиг. 1, б) должна строго соответствовать приложению к ОСТ/НКМ 4044.
- Не следует допускать переустановки в центрах точных многоступенчатых валиков во время шлифования, а также перезакрепления ведущего хомутика до окончания операции, так как это вызывает неконцентричность отдельных ступеней. Торцовые поверхности валиков также необходимо обрабатывать за одну установку с их цилиндрическими поверхностями. Чтобы получить правильное сопряжение торца с цилиндрической поверхностью у подобных деталей, следует максимально уменьшить торцовую поверхность образованием проточки (фиг. 2), облегчающей создание прямого угла и его острой вершины.
Изготовление отверстий точной геометрической формы представляет, пожалуй, самую сложную задачу. На величину отклонения их от «правильной геометрической формы влияют многие условия, в том числе, допущенные ошибки в выборе способа и порядка обработки, недостатки в закреплении детали и инструмента и, наконец, точность настройки и состояние оборудования. Например, при растачивании отверстия вращение можно придать как детали, так и инструменту, однако если вращается деталь, а подача осуществляется инструментом, то такая схема дает наименьшее отклонение оси отверстия, но наибольшие погрешности в других элементах геометрической формы. При другой схеме обработки деталь остается неподвижной, а вое главные движения осуществляются за счет перемещения инструмента. Здесь достигаются лучшая форма и более точные размеры отверстия, но возможно большее отклонение оси отверстия. В зависимости от того, какие требования предъявляются к отверстию и следует выбирать тот или иной способ сверления.
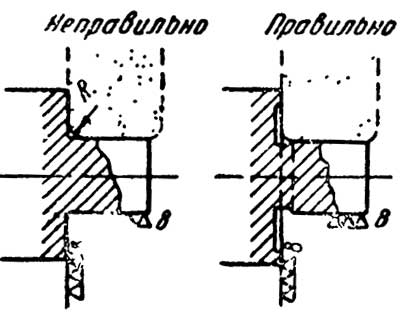
Фиг. 2. Сопряжение цилиндрической и торцовой поверхностей
Чтобы получить наименьшие отклонения отверстия от правильной формы и заданного положения оси, технология обработки должна быть построена в следующем порядке. Первый переход технологического процесса состоит в центровании детали коротким инструментом. Центрование создает направление для последующего инструмента и предохраняет отверстие от увода. После сверления (второй переход) производится растачивание, устраняющее увод от оси и, наконец, ведется развертывание, дающее точные размеры и геометрическую форму отверстия. Следует иметь в виду, что развертка не устраняет увода, а следует точно по ранее полученной оси отверстия.
Также существенно влияет на точность обработки и правильность закрепления детали на станке. При закреплении деталь не следует подвергать каким-либо усилиям, вызывающим деформации, так как после снятия она вновь примет прежнее состояние, а обработанные поверхности, наоборот, изменят свою форму. Закрепление деталей должно осуществляться с соблюдением следующих правил:
- деталь ставить на точно обработанную и геометрически правильную поверхность;
- для установки использовать наименьшее, но необходимое количество опор (для плоскости 3 опоры);
- усилие зажима должно действовать против опоры;
- деталь по наружной поверхности закреплять не в обычном токарном патроне, способном вызвать деформацию, а в таком устройстве, зажимающая поверхность которого точно соответствует форме детали, или же закреплять за его торцовую плоскость.
Отверстие и прилагающую к нему торцовую поверхность всегда необходимо выполнять с одной установки, придерживаясь этого правила, как в предварительных, так и в окончательных технологических операциях.
