Универсальное приспособление для фрезерования шпонок шириной от 6 до 10 и длиной до 90 мм (рис. 1) имеет сварной корпус 1, опору 2, прикрепленную к корпусу винтами 8, прижим 3, упор 4, болт 13, прихват 6 и винт 10 зажима 11. Обрабатываемые детали шпонки предварительно шлифуют и устанавливают по нескольку штук одновременно на поверхности А и Б опоры 2.
В зависимости от ширины шпонок болт 13 регулируют по высоте гайками 12. Упор 4 закрепляют винтами 5 на рифленой поверхности опоры 2 в зависимости от длины шпонок.
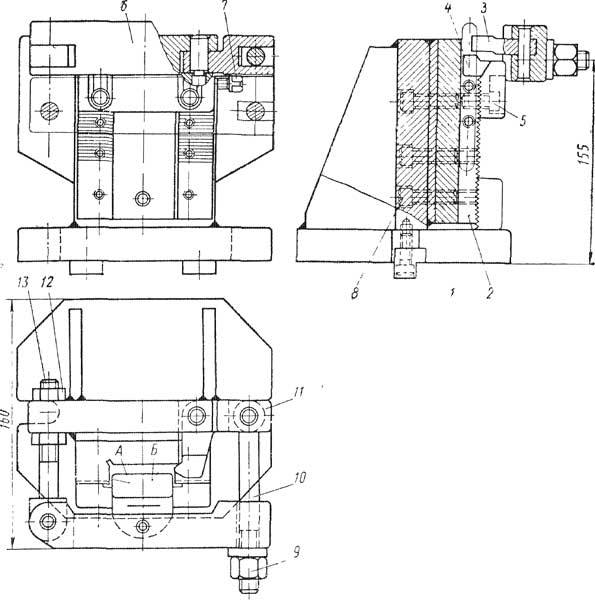
Рисунок 1. — Универсальное приспособление для фрезерования шпонок
Обрабатываемые детали предварительно закрепляют винтами 7 и окончательно гайкой 9. При этом шарнирный прижим 3 самоустанавливают на боковые поверхности шпонок и прижимают их к базовой поверхности Б опоры 2; сблокированный прихват 6 прижимает шпонки к базовой поверхности А опоры 2 близко от места обработки шпонок радиусной фрезой. Не параллельность зубцов рифленой насечки и не перпендикулярность поверхности А и Б к нижней поверхности корпуса 1 допускается не более 0,1 мм на длине 150 мм.
