Токарно-винторезные станки имеют практически однотипную компоновку, примером которой может служить станок 16К20 (рис. 6.1). Основными его узлами являются станина; передняя (шпиндельная) бабка, в которой может быть размещена коробка скоростей; коробка подач; суппорт с резцедержателем и фартуком; задняя бабка.
Станина служит для монтажа всех основных узлов станка и является его основанием. Наиболее ответственной частью станины являются направляющие, по которым перемещаются каретка суппорта и задняя бабка.
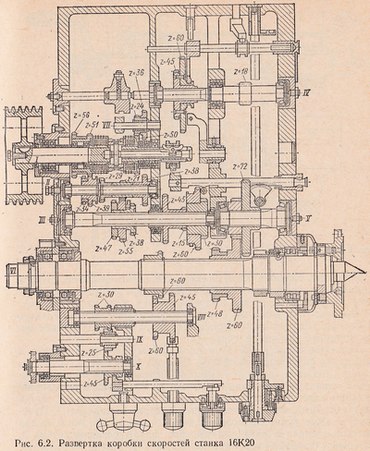
Передняя бабка закреплена на левом конце станины. В ней находится коробка скоростей станка, основной частью которой является шпиндель. Развертка коробки скоростей станка 16К20 показана на рис. 6.2. В некоторых станках коробка скоростей размещена в передней тумбе станины. В этом случае она связана со шпинделем ременной передачей. Такие станки называют станками с разделенным приводом.

А — передняя (шпиндельная) бабка; Б — суппорт; В — задняя бабка; Г — фартук; Л — станина; Е — коробка подач; 1 — рукоятка управления фрикционной муфтой главного привода; 2 — вариатор подачи, шага резьбы и отключения механизма подачи; 3 — вариатор подачи и типа нарезаемой резьбы; 4 — вариатор подачи и шага резьбы; 5 — переключатель на левую или правую резьбу; 6 — рукоятка установки нормального или увеличенного шага резьбы и положения при делении на заходы резьбы (многозаходной); 7 и 8 — рукоятки установки частоты вращения шпинделя; 9 — вводный автоматический выключатель; 10 — лампа сигнальная; 11 — включение насоса СОЖ; 12 — указатель нагрузки станка; 13 — ручное перемещение поперечных салазок суппорта; 14 — регулируемое сопло СОЖ; 15 — местное освещение; 16 — рукоятка поворота и зажима резцедержателя; 17 — рукоятка перемещения верхних салазок суппорта; 18 — рукоятка включения двигателя ускоренного хода; 19 — рукоятка управления перемещениями каретки и салазок суппорта; 20 — зажим пиноли задней бабки; 21 — рукоятка закрепления задней бабки на станине; 22 — маховичок перемещения пиноли задней бабки; 23 — рукоятка включения и отключения муфты главного привода; 24 — рукоятка включения и отключения разъемной гайки ходового винта; 25 — включение подачи; 26 — винт закрепления каретки на станине; 27 — кнопочная станция двигателя главного привода; 28 — рукоятка включения и выключения реечной шестерни; 29 — маховичок ручного перемещения каретки суппорта
Задняя бабка служит для поддержания обрабатываемой заготовки при работе в центрах, а также для закрепления инструментов при обработке отверстий (сверл, зенкеров, разверток) и нарезания резьбы (метчиков, плашек).
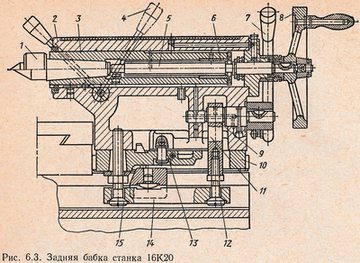
Задняя бабка станка 16К20 (рис. 6.3) имеет плиту и может перемещаться по направляющим станины. В отверстии корпуса 2 задней бабки имеется выдвижная пиноль 3, которая перемещается с помощью маховика 8 и винтовой пары 5—6. Рукояткой 4 фиксируют определенный вылет пиноли, а вместе с ней и заднего центра 1. Корпус 2 бабки с помощью винтовой пары 13 может смещаться в поперечном направлении относительно плиты 10. Рукояткой 7 с помощью эксцентрика 9, тяги 11 и башмака 14 заднюю бабку можно закреплять на станине станка. Винтами 12 и 15 регулируется степень ее закрепления. В корпусное гнездо пиноли можно установить не только задний центр, но и режущий инструмент для обработки отверстий (сверло, зенкер и др.). Задняя бабка имеет пневматическое устройство, которое служит для создания воздушной подушки, облегчающей перемещение бабки по станине и снижающей изнашивание направляющих. Пневматические устройства подключаются к цеховой сети сжатого воздуха.
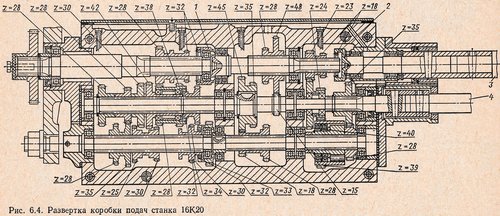
Коробка подач (рис. 6.4) служит для передачи вращения от шпинделя или от отдельного привода ходовому валу 4 или ходовому винту 3, а также для изменения их частоты вращения для получения необходимых подач или определенного шага при нарезании резьбы. Это достигается изменением передаточного отношения коробки подач. Коробка подач связана со шпинделем станка гитарой со сменными зубчатыми колесами. Муфты 1 и 2 служат для передачи напрямую вращения ходовому винту и ходовому валику.
Фартук предназначен для преобразования вращательного движения ходового вала и ходового винта в прямолинейное поступательное движение суппорта.
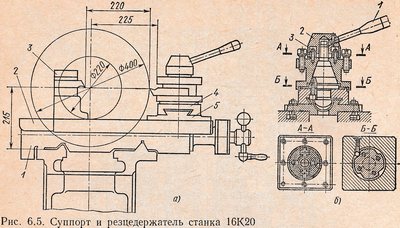
Суппорт служит для закрепления режущего инструмента и сообщения ему движений подачи. Суппорт (рис. 6.5, а) состоит из каретки (нижних салазок) 1, которая перемещается по направляющим станины, поперечных салазок 2, скользящих по направляющим каретки 1, поворотной части 5 с направляющими, по которым перемещается резцовая каретка (верхняя каретка) 4. Поворотную часть суппорта можно устанавливать под углом к линии центров станка. У суппорта имеется задний резцедержатель 3, который устанавливают на поперечных салазках и используют для прорезания канавок.
Резцедержатель станка 16К20 (рис. 6.5, б) можно фиксировать и надежно закреплять с помощью конусного сопряжения с опорой. Фиксация в основных четырех положениях осуществляется подпружиненным шариком, расположенным в резцедержателе и заскакивающим в гнезда конусного основания. При повороте резцедержателя рукояткой 1 вначале колпак 2 сходит по резьбе с центрального винта 3 опоры, затем подпружиненные фрикционные колодки, связанные со штифтами, прижимаются к расточке колпака и таким образом передают вращение на резцедержатель. При зажиме вначале поворачивается колпак вместе с резцедержателем, а после колпак, преодолевая трение колодок, навинчивается на винт окончательно, надежно закрепляя резцедержатель.
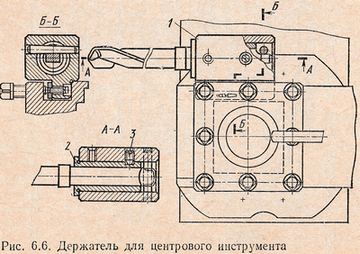
У станка 16К20 имеется держатель для центрового инструмента (рис. 6.6) (центровой — режущий инструмент для обработки отверстий, оси которых совпадают с осью шпинделя, например, сверла, зенкера, развертки и т. п.). Этот инструмент применяют при обработке отверстий с ручной и механической подачей каретки суппорта. Держатель 1 устанавливают в ту позицию резцедержателя, которая имеет соответствующую маркировку, обозначающую сверло. В цилиндрическое отверстие держателя вставляют втулку 2 с коническим отверстием для инструмента и стопорят винтом 3, Совмещение осей режущего инструмента и шпинделя осуществляют перемещением поперечных салазок суппорта до совпадения визира с риской на каретке, обозначенной символом, идентичным нанесенному на резцедержателе.
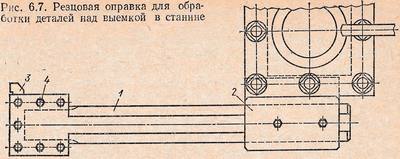
Резцовую оправку для обработки деталей над выемкой в станине (рис. 6.7) применяют на станке 16К20Г с выемкой в станине для обработки заготовок диаметром до 600 мм и длиной 295 мм от торца фланца шпинделя для предотвращения свисания каретки с направляющих станины. Оправку 1 устанавливают в держателе 2, а резец 3 крепят винтами 4. Обработку с использованием оправки следует производить на минимальных режимах.
