Для получения резьбы на токарно-винторезном станке необходимо, чтобы резец за каждый оборот шпинделя получал продольное перемещение (подачу), равное шагу резьбы, т. е., иначе говоря, чтобы скорость продольного перемещения резца была точно увязана со скоростью вращения шпинделя.
У большинства современных токарно-винторезных станков необходимая подача при нарезании резьбы устанавливается путем соответствующего сцепления зубчатых колес коробки подач. На станках, не имеющих коробки подач, согласование скорости перемещения суппорта и резца со скоростью вращения шпинделя достигается при помощи ходового винта, связанного со шпинделем станка сменными зубчатыми колесами (рис. 1).
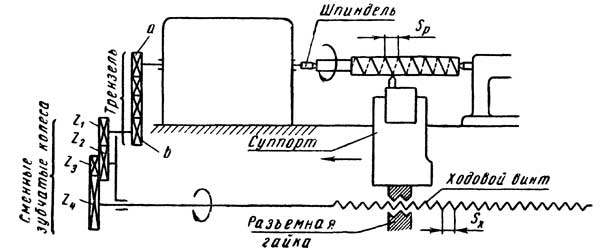
Рис. 1 Схема передачи движения от шпинделя к ходовому винту при нарезании резьбы на токарно-винторезном станке
Из рис. 1 видно, что передача вращения от шпинделя к ходовому винту с шагом SХ осуществляется через трензель и сменные зубчатые колеса Z1, Z2, z3 и Z4.
Чтобы правильно настроить станок на заданную подачу, токарь должен уметь рассчитать числа зубьев указанных сменных зубчатых колес.
