Возможности металлорежущего станка по обработке той или иной номенклатуры деталей с заданным качеством и наибольшей производительностью связаны, в первую очередь, с выбранным методом обработки и соответствующими движениями формообразования, а также со степенью концентрации в одном станке технологических операций. При этом характер обрабатываемой поверхности и вид режущего инструмента оказывают решающее влияние на принцип работы и компоновку станка.
Классификация по технологическому назначению
В соответствии с этими признаками в табл. 1, приведена классификация станков по технологическому назначению, в которой отражено также развитие станков от простых одноинструментальных к станкам, в которых обеспечивается более эффективная обработка за счет концентрации в одном станке различных инструментов или одновременной обработки деталей в нескольких рабочих позициях.
Табл. 1: классификация станков по технологическому назначению
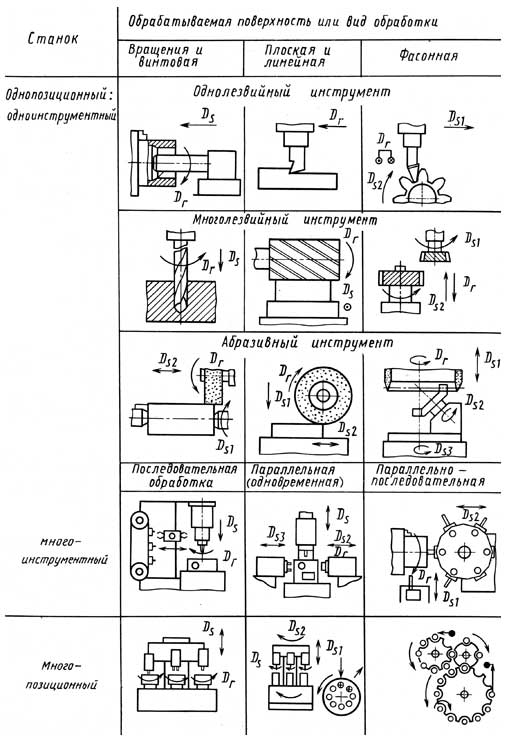
Применение метода обработки одним инструментом (с возможной его заменой при обработке различных поверхностей) приводит к созданию более простых, универсальных и точных станков, обладающих, однако, сравнительно низкой эффективностью. К таким станкам относятся токарно-винторезные, алмазно-расточные, строгальные, долбежные и др.
Большую производительность обеспечивает применение многолезвийного инструмента (фрез, протяжек, сверл и др.), что, однако, требует создания станка более жесткой конструкции, воспринимающей статические и динамические нагрузки.
Для финишной обработки широко применяют станки с абразивным инструментом: шлифовальные, хонинговальные, притирочные и др. Еще большую производительность может обеспечить многоинструментная обработка с применением однотипного (например, многорезцовая обработка) или разнотипного инструмента.
Многоинструментная обработка
Многоинструментная обработка на однопозиционном станке, когда в данный момент времени обрабатывается одна деталь, может быть:
- последовательной, при которой различный инструмент последовательно выходит на рабочую позицию станка, передаваясь из магазина или с помощью револьверной головки (револьверные станки и автоматы, многоцелевые станки с инструментальным магазином);
- параллельной, при которой одновременно обрабатывается несколько поверхностей заготовки с помощью инструмента, установленного в суппортах или инструментальных головках (токарные многорезцовые и карусельные станки, агрегатные станки с многошпиндельными сверлильно-расточными головками, продольно-фрезерные и координатно-расточные станки с несколькими инструментными головками);
- параллельно-последовательной, которая возможна при наличии двух револьвер-ных головок или револьверной головки и поперечных суппортов (токарно-револьверные станки).
Наибольшая концентрация операций достигается в многопозиционных станках при одновременной обработке на одном станке нескольких заготовок. В многопозиционных станках последовательного действия заготовка устанавливается в загрузочную позицию, последовательно проходит через все рабочие позиции и обрабатывается согласно заданному технологическому процессу. В каждой позиции, как правило, производится многоинструментная обработка. Обычно такие станки имеют поворотные столы или шпиндельные блоки, которые периодически поворачиваются для перемещения заготовки из одной позиции в другую. К станкам этого типа относятся многошпиндельные прутковые и патронные токарные автоматы и полуавтоматы, агрегатные станки с поворотными столами, двухшпиндельные токарные автоматы.
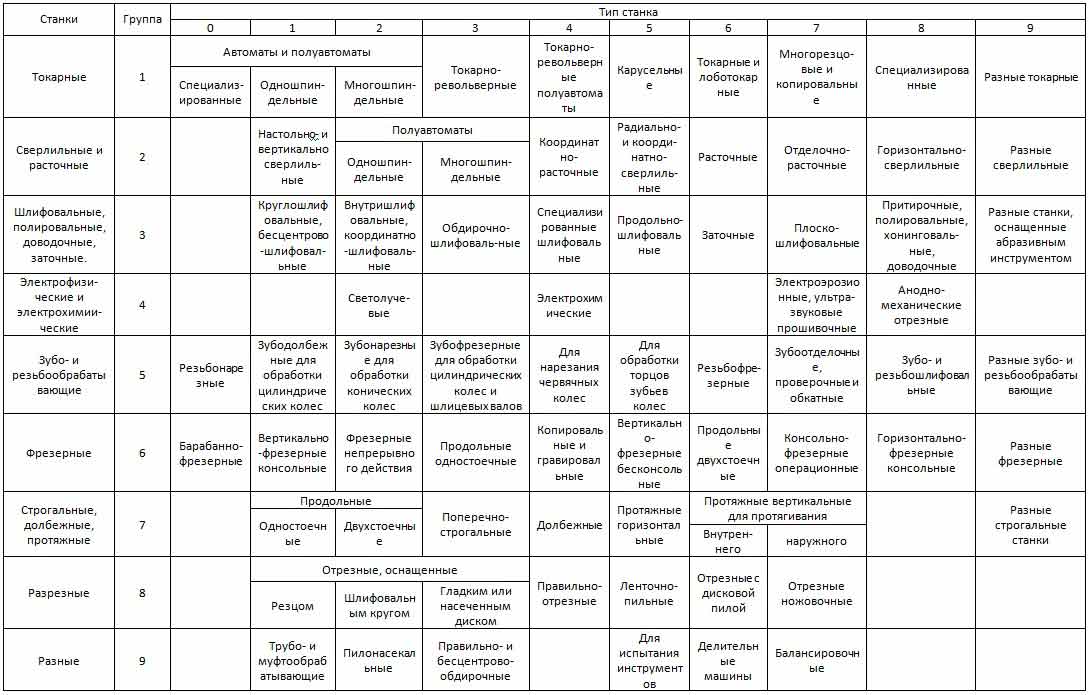
Табл. 2: классификация металлорежущих станков по виду обработки
Многопозиционные станки
В многопозиционных станках параллельного действия в каждой позиции осуществляется одна и та же операция одновременно или со сдвигом фаз по времени (ротационные станки). Такой метод обработки применяют при сравнительно простых технологических процессах, но с высокими требованиями к производительности при крупносерийном и массовом производствах. Примерами могут служить плоскошлифовальные станки с непрерывно вращающимся столом (например, для шлифования торцов подшипниковых колец). Более характерно для параллельной обработки применение роторных станков, например, для сверлильной и токарной обработки сравнительно простых деталей. В этих станках применяют также операции, связанные с пластическим деформированием металла. Для современных многопозиционных станков с многоинструментной обработкой характерно наряду с обработкой резанием применять и другие операции, основанные на пластическом деформировании, а также лазерную обработку, сварку, сборку, контроль и измерение выходных параметров.
На практике применяют также метод параллельно-последовательной обработки. Например, на четырехпозиционном столе агрегатного станка каждая рабочая позиция выполнена сдвоенной, и в ней параллельно обрабатываются две заготовки. Таким образом, здесь через четыре последовательные позиции проходят два параллельных потока и одновременно обрабатываются восемь заготовок.
Другим примером параллельно-последовательной обработки может быть роторно-конвейерная линия, состоящая из отдельных рабочих роторов, в каждом из которых осуществляется своя технологическая операция в нескольких одинаковых позициях.
Большая концентрация операций в одном станке за счет многоинструментной обработки и, тем более, при многопозиционной обработке приводит к созданию более сложных, но высокоэффективных станков.
Обозначение модели станка
Для обозначения различных моделей металлорежущих станков в отечественном станкостроении принята специальная система, которая позволяет по цифровому и буквенному индексам станка определить его тип, основные технологические параметры, класс точности и систему программного управления.
Металлорежущие станки в зависимости от вида обработки делят на девять групп (табл.2), а каждую группу — на десять типов (подгрупп), характеризующих назначение станков, их компоновку, степень автоматизации или вид применяемого обрабатывающего инструмента.
Обозначение модели станка состоит из сочетания трех или четырех цифр и букв. Первая цифра означает номер группы, вторая — номер подгруппы (тип станка), а последние одна или две цифры — наиболее характерные технологические параметры станка. Например, 1Е116 означает токарноревольверный одношпиндельный автомат с наибольшим диаметром обрабатываемого прутка 16 мм; 2Н125 означает вертикальносверлильный станок с наибольшим условным диаметром сверления 25 мм. Буква, стоящая после первой цифры, указывает на различное исполнение и модернизацию основной базовой модели станка. Буква в конце цифровой части означает модификацию базовой модели, класс точности станка или его особенности.
Примеры обозначения
Например, 16Д20П — токарно-винторезный станок повышенной точности; 6Р13К-1 — вертикально-фрезерный консольный станок с копировальным устройством; 1Г340ПЦ — токарно-револьверный станок с горизонтальной головкой, повышенной точности, с цикловым программным управлением; 2455АФ1 — координатно-расточной двухстоечный станок особо высокой точности с предварительным набором координат и цифровой индикацией. 2Р135Ф2 — вертикально-сверлильный станок с револьверной головкой, крестовым столом и с позиционной системой числового программного управления; 16К20ФЗ — токарный станок с контурной системой числового программного управления; 2202ВМФ4 многоцелевой (сверлильно-фрезерно-расточный) горизонтальный станок с инструментальным магазином и с комбинированной системой ЧПУ (буква М означает, что станок имеет магазин с инструментами).
Станки подразделяют на широкоуниверсальные, универсальные (общего назначения), специализированные и специальные. Специальные и специализированные станки обозначают буквами (одной или двумя), присвоенными каждому заводу, с номером модели станка. Например, МШ-245 — рейкошлифовальный полуавтомат повышенной точности Московского завода шлифовальных станков.
