Главный угол в плане φ определяет соотношение между шириной и толщиной среза при постоянных значениях подачи и глубины резания. С уменьшением главного угла в плане φ уменьшается толщина среза и увеличивается его ширина. Это приводит к увеличению активной длины кромки, т. е. длины, находящейся в соприкосновении с заготовкой. Сила и температура резания, приходящиеся на единицу длины кромки, уменьшаются, а вместе с этим снижается и износ резца. С уменьшением угла φ резко возрастает радиальная составляющая силы резания Ру, что может повести к прогибу заготовки и даже к вырыванию ее из центров при недостаточном креплении. Одновременно могут появиться и вибрации при работе.
Экспериментальные работы показывают, что с уменьшением угла φ при постоянной подаче стойкость резца резко увеличивается, тогда как при постоянной толщине среза стойкость резца остается почти постоянной вне зависимости от изменения угла φ. Отсюда следует, что на стойкость резца оказывает влияние в основном толщина среза — примерно такое же, как и угол φ. С увеличением толщины среза степень влияния ее на стойкость возрастает. Следовательно, для повышения производительности рекомендуется применять малые углы φ при постоянной толщине среза, максимально допустимой в отношении прочности режущей кромки и при соответствующем (возможном) повышении подачи согласно формуле s=a/sin φ .Такой выбор режима резания возможен только при условии жесткости и виброустойчивости системы СПИД и при небольшом припуске на обработку. Рекомендуется применять углы в плане φ (в град.):
- Для чистовой обработки в жестких условиях … 10-20
- При обработке в жестких условиях, если l/d <6 … 30-45
- При работе в нежестких условиях l/d=6-12 … 60-75
- При обработке длинных заготовок малого диаметра l/d>12 … 90
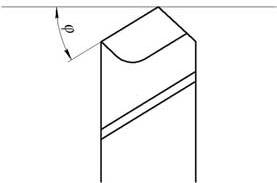
Рис. 1 — Главный угол в плане φ
Так, например, при обработке больших и массивных детален на крупных станках большой жесткости выгодно с точки зрения наибольшей стойкости применяй, резцы с углом в плане 10-20°. Наоборот, при обработке нежестких деталей, например валиков, втулок, гаечных метчиков, сверл, разверток и т. п., рекомендуется работать с большими углами в плане φ = 60-75°. При наличии у этих деталей буртиков, ступеней целесообразно применять резцы с φ = 90°. Они позволяют производить наряду с обработкой на проход также и поперечное обтачивание и таким образом отпадает надобность в смене резца. Для деталей типа ступенчатых валиков при такой обработке получается большая экономия во времени, связанном с перестановкой резцов. В станкостроении имеется значительное количество таких деталей; по этой причине станкостроители часто применяют резцы с φ — 90°.
