На рис. 1 показана автоматическая линия для токарной обработки ступенчатых валиков диаметром от 25 до 42 мм и длиной от 130 до 325 мм. Линия состоит из двух токарных станков с программным управлением модели 1К62М завода «Красный пролетарий». Станки можно быстро переналаживать для обработки различных ступенчатых валиков. На первом (левом) станке обрабатывается одна половина заготовки, на втором — другая.
Заготовки для валиков получаются путем разрезания прутков на мерные части с последующей зацентровкой их с обеих торцовых поверхностей. Заготовки укладываются в специальную тару 2, устанавливаемую над магазином 1. Из тары заготовки автоматически загружаются в магазин и по одной поступают на призму подъемника 3. При перемещении подъемника в верхнее положение заготовка 4 окажется на линии транспортера 5. Штанга 6 с собачками 6 получает движение от пневматического привода (на рисунке не показан) слева направо и перемещает заготовку в том же направлении на длину примерно 500 мм. После этого штанга 7 возвращается в исходное положение и при следующем ее движении вторая собачка 8 передвинет ту же заготовку дальше по лотку.
За четыре хода штанги заготовка попадает в пружинный захват автооператора 9, который, поворачиваясь на 180° в вертикальной плоскости и опускаясь вниз, доставляет заготовку на линию центров станка. Задний центр пиноли, перемещаемой от пневматического привода 12, задвинет заготовку в поводковый патрон 10, внутри которого расположен передний центр, после чего автооператор поднимается кверху. При вращении шпинделя с патроном 10 закрепленная в центрах заготовка подвергается обработке.
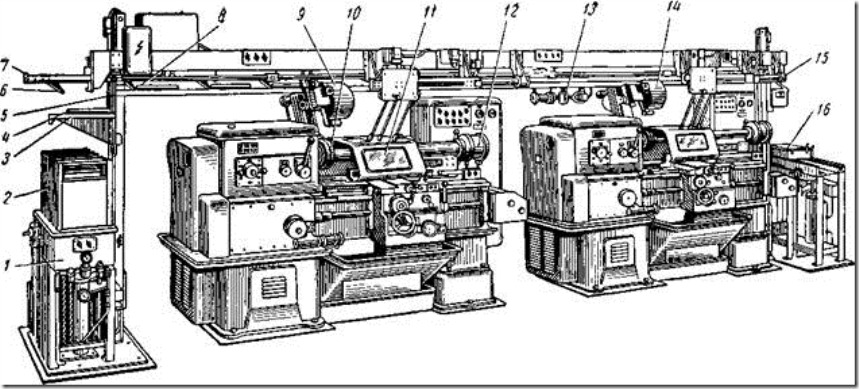
Рис. 1. Автоматическая линия из двух токарных станков модели 1К62М
Для защиты лица и рук наладчика от стружки щиток 11 автоматически передвигается на роликах справа налево. По окончании обтачивания заготовки щиток отодвигается, автооператор опускается, захватывает заготовку и выдвигает ее из патрона. Затем автооператор поднимается и поворачивается на 180°. Обработанная с одного конца заготовка перемещается за несколько ходов транспортера в устройство 13, которое автоматически поворачивается в горизонтальной плоскости на 180°. Затем заготовка попадает в автооператор 14 второго станка. После обработки на втором станке заготовка транспортируется в устройство 15, при помощи которого опускается в тару 16.
Каждый автооператор имеет два захвата: первый снимает обработанную заготовку с линий центров станка и переносит ее на линию транспортера, а второй переносит заготовку с линии транспортера на линию центров. Автооператор получает движение от двух пневматических приводов: одним осуществляется вертикальное перемещение автооператора, вторым — захват обточенной заготовки и поворот автооператора на 180°.
Электрический командный аппарат
Последующие действия механизмов, связанных с передвижением и поворотом автооператоров, перемещением щитков, работой транспортера, движением пиноли задней бабки, вращением шпинделя станка и т. д. осуществляются через конечные выключатели, подающие команды соответствующим механизмам станка, и при помощи электрического командного аппарата 1 (рис. 2). Командный аппарат имеет барабан 2 с закрепляемой перфорированной картой 4, на которой расположены семь строчек 3 с пробитыми отверстиями.
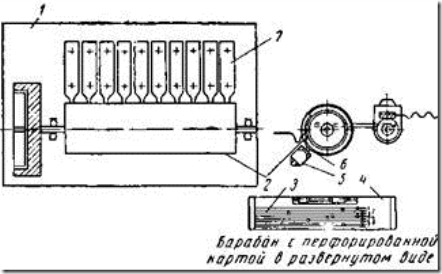
Рис. 2. Схема электрического командо-аппаратного токарного станка
Через эти отверстия специальными щетками 7 осуществляются электрические контакты, передающие команды различным механизмам станка: включение подачи резца при первом и втором проходах по копиру, быстрое перемещение суппорта, пуск и останов станка и др. Крайнее правое положение суппорта определяется специальным конечным выключателем 5, действующим от кулачка 6.
Изменение наладки цикла при обработке валика другого размера осуществляется сменой шаблонов и перфорированной карты.
