По принципу работы многошпиндельных автоматов с горизонтальным расположением шпинделей делят на автоматы параллельного и последовательного действия. При обработке деталей на автоматах параллельного действия на каждом шпинделе выполняются одновременно все переходы, предусмотренные технологическим процессом. В конце цикла работы станка получается столько готовых деталей, сколько шпинделей находилось в работе (рис. 10.19).
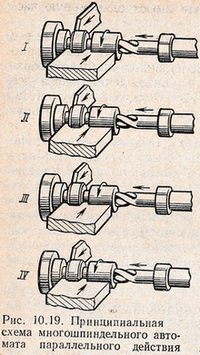
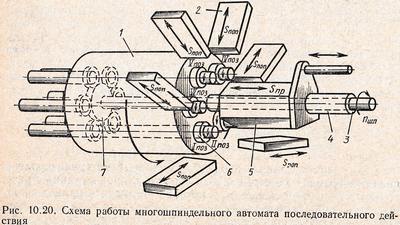
Схема работы многошпиндельного автомата последовательного действия показана на рис. 10.20. Шесть шпинделей 6 расположены по окружности в едином шпиндельном блоке 1. Вокруг этого блока расположено шесть поперечных суппортов 2, а на центральной гильзе 4 перемещается общий для всех шпинделей продольный суппорт 5. Он выполнен в виде шестигранника, на каждой грани которого устанавливают державки с соответствующими инструментами. Поперечные суппорты получают подачу от индивидуальных кулачков, а продольный суппорт — от одного общего кулачка. При необходимости на продольном суппорте можно устанавливать скользящие державки с режущими инструментами, получающие другую подачу от индивидуальных кулачков. Здесь же можно устанавливать инструментальные шпиндели с независимым приводом вращения. Шпиндели автомата получают вращение от приводного вала 3 через общее центральное зубчатое колесо 7 и поэтому имеют одинаковую частоту вращения.
При обработке заготовок на многошпиндельном автомате все операции технологического процесса распределяют равномерно по позициям. Заготовки, установленные в каждом шпинделе, обрабатываются при их последовательном прохождении через все позиции автомата различными группами режущих инструментов. На последней позиции отрезается готовая деталь и подается пруток для изготовления следующей детали. Подача заготовок с одной позиции на другую производится при периодическом повороте шпиндельного блока на одну позицию. Во время обработки шпиндельный блок стоит на месте зафиксированным.
У некоторых автоматов могут быть предусмотрены две загрузочные позиции. В этом случае заготовка проходит лишь половину имеющихся позиций и за это время полностью обрабатывается. Значит, за один оборот шпиндельного блока одновременно завершается обработка двух заготовок. Такой принцип обработки называют параллельно- последовательным.
