В конструкциях машин и механизмов основными деталями для передачи вращательного движения и крутящего момента являются валы. В процессе работы материал валов испытывает сложные деформации — кручение, изгиб, растяжение и сжатие. Поэтому, чтобы обеспечить нормальную работу деталей, передающих движение на вал, и сборочной единицы в целом, валы должны быть жесткими.
Валы очень разнообразны как по форме, так и по размерам, однако по технологическим признакам их можно привести к двум исходным формам: гладкому и ступенчатому валам.
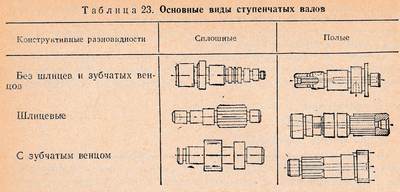
Прямые гладкие валы постоянного диаметра имеют наиболее простую геометрическую форму, но их применение весьма ограничено. Наиболее распространенены в машиностроении ступенчатые валы, основными технологическими параметрами которых являются: общая длина вала, количество ступеней, неравномерность их перепада по диаметрам, диаметр наибольшей ступени, наличие шлицев и их форма. В табл. 23 приведены конструктивные разновидности ступенчатых валов.
Жесткость конструкции вала определяется геометрической формой (отношением длины вала к диаметру); увеличение жесткости вала за счет уменьшения длины не всегда возможно.
Наиболее технологичными являются валы с возрастающими или убывающими диаметрами ступеней. Участки вала, имеющие один и тот же номинальный диаметр, но разные посадки, должны быть разделены канавками, четко разграничивающими обрабатываемые поверхности от необрабатываемых, при этом желательно, чтобы обрабатываемые участки вала имели равные или кратные длины, а перепады ступеней вала были бы невелики.
Конструкция вала должна допускать обработку ступеней на проход и обеспечить удобный подход и выход режущего инструмента.
Валы изготовляют из сталей, обладающих высокой прочностью, малой чувствительностью к концентрации напряжений, хорошей обрабатываемостью и способностью подвергаться термической обработке. Этим требованиям отвечают конструкционные стали марок 35, 40, 45, 40Г и 50Г.
Валы с небольшим числом ступеней и незначительными перепадами диаметров изготовляют из штучных заготовок, отрезанных от горячекатаного или холоднотянутого прутка, а имеющие более сложную конфигурацию и с большим числом ступеней пли со ступенями, значительно отличающимися по диаметрам, — из заготовок, получаемых штамповкой, поперечным прокатом пли ротационным обжатием. Выбор заготовки должен быть обоснован технико-экономическими расчетами.

В массовом и крупносерийном производстве валы изготовляют из штучных заготовок, обеспечивающих эффективное использование металла (коэффициент использования металла К≥0,65…0,7) и значительное сокращение трудоемкости механической обработки. Штучную заготовку из прутка заменяют штамповкой, если К повышается не менее чем на 5%. Заготовка, полученная радиальным обжатием, наиболее близка по конфигурации и размерам к готовой детали, при этом К=0,85…0,95.
Заготовки небольших ступенчатых валов диаметром до 25 мм изготовляют холодной высадкой в сочетании с прессованием (экструдинг-процесс), а именно: из штучной прутковой заготовки за несколько переходов высаживают ступенчатую часть, имеющую диаметр больший, чем исходная заготовка, а затем вытягивают ту часть, диаметр которой меньше размера исходной прутковой заготовки.
Механической обработке поверхностей вала предшествует образование единой базы для установки обрабатываемой заготовки вала на всех операциях. Этой базой вала являются торцевые поверхности и центровые отверстия, от точности выполнения которых зависит и точность исполнения последующих операций.
Основной технологической задачей, решаемой в процессе механической обработки ступенчатых валов, является обеспечение расположения осей всех обрабатываемых ступеней вала на одной геометрической линии в целях уменьшения радиального биения.
Ниже приводится описание механической обработки шпинделя станка как одного из сложных разновидностей ступенчатого вала.
