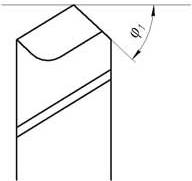
Вспомогательная режущая кромка в основном играет роль калибрующей и зачищающей обрабатываемую поверхность, полученную в результате работы главной кромки. Вспомогательный угол в плане φ1 влияет на чистоту обработки, упрочнение вершины резца и на его стойкость.
С уменьшением угла φ1 положительное влияние возрастает, но для этого требуется жесткость системы и отсутствие вибраций при обработке. Поэтому можно рекомендовать угол φ1 в пределах 10-15° при наличии жестких условий работы и 20-30° при нежестких условиях. При обработке деталей с врезанием угол φ1повышается до 30-45° также в зависимости от жесткости условий работы.
С целью повышения прочности вершины резца и увеличения длины главной режущей кромки рекомендуется сопряжение ее с вспомогательной кромкой через переходную кромку с углом φ0, равным примерно половине угла φ. Длина ее колеблется в пределах 1-5 мм в зависимости от длины главной кромки, т. е. размера резца.
Рис. 1 — Вспомогательный угол в плане
При обычной геометрии режущей части резца и при подаче свыше 0,5 мм/об качество обрабатываемой поверхности получается низким из-за больших остаточных гребешков. Это обстоятельство является основной причиной по ограничению применения высоких подач. Однако путем введения дополнительной кромки можно добиться резкого увеличения подачи. Дополнительная кромка располагается параллельно направлению подачи, т. е. с углом в плане φ = 0. Длина ее должна быть в пределах 1,1 -1,2 величины подачи. Это, с одной стороны, обеспечивает перекрытие, необходимое для удаления оставшихся от предыдущего прохода гребешков, а с другой, — не вызывает большого повышения трения резца о заготовку. При обработке таким резцом поверхность резания совпадает с обработанной поверхностью, поэтому дополнительная кромка должна быть строго параллельна линии центров станка. Параллельность ее проверяется лекальной линейкой, а правильность установки на станке определяется при помощи пробного обтачивания. Резцы с дополнительной кромкой позволяют применить величины подачи в пределах 2-12 мм/об при чистовой и получистовой обработке.
Разница между энергией электрического поля и энергией магнитного поля примерно такая же, как между энергией,…
Когда-то легендарный пастух Магнес, нашел природный магнитный камень, притягивающий железо. В последствии этот камень назвали магнетит или магнитный…
В электрических цепях применяются различные способы соединения конденсаторов. Соединение конденсаторов может производиться: последовательно, параллельно и последовательно-параллельно (последнее иногда называют смешанное соединение конденсаторов). Существующие…
Обозначение конденсаторов на схемах определено ЕСКД ГОСТ 2.728-74. Обозначения условные графические в схемах. Резисторы, конденсаторы. Итак,…
Узнав, что же такое конденсатор, рассмотрим, какие бывают виды конденсаторов. Итак, виды конденсаторов можно классифицировать по…
Вся энергия заряженного конденсатора сосредотачивается в электрическом поле между его пластинами. Энергию, накопленную в конденсаторе, можно определить…
{kind=link}