В современном производстве одним из основных направлений развития технологии механической обработки является использование черновых заготовок с экономичными конструктивными формами, обеспечивающими возможность применения наиболее оптимальных способов их обработки, т. е. обработки с наибольшей производительностью и наименьшими отходами. Это направление требует непрерывного повышения точности заготовок и приближения их конструктивных форм и размеров к готовым деталям, что позволяет соответственно сократить объем обработки резанием, ограничивая ее в ряде случаев чистовыми, отделочными операциями.
Снижение трудоемкости механической обработки заготовок, достигаемое рациональным выбором способа их изготовления, обеспечивает рост производства на тех же производственных площадях без существенного увеличения оборудования и технологической оснастки. Наряду с этим рациональный выбор способов изготовления заготовок применительно к различным производственным условиям определяет степень механизации и автоматизации производства.
Машиностроение является крупнейшим потребителем металла. Так, в прошедшей пятилетке в машиностроении было использовано 40% от общего выпуска металлопроката и свыше 77% от общего выпуска чугуна, стали и цветных металлов, при этом около 53% массы металла отошло в отходы, в том числе и безвозвратные.
Учитывая существенное значение в технологии производства повышения качественных показателей изготовления заготовок, в «Основных направлениях экономического и социального развития СССР на 1981 — 1985 годы и на период до 1990 года», утвержденных на XXVI съезде КПСС, указано на необходимость ускоренного развития специализированных мощностей по производству отливок и штамповок путем реконструкции на новой технической основе действующих и строительства новых литейных и кузнечно-штамповочных заводов и цехов, повышения качества и точности отливок и штамповок за счет внедрения в производство металлосберегающих (безотходных и малоотходных) технологических процессов.
Последовательное использование передовых технологических процессов изготовления заготовок обеспечит необходимую материальную базу для опережающего развития машиностроения, создаст предпосылки для коренного улучшения использования материалов при резком сокращении их потерь и отходов и доведении среднего коэффициента использования металлопередела до 0,59…0,6.
Выбор вида заготовки для дальнейшей механической обработки во многих случаях является одним из весьма важных вопросов разработки процесса изготовления детали. Правильный выбор заготовки — установление ее формы, размеров припусков на обработку, точности размеров (допусков) и твердости материала, т. е. параметров, зависящих от способа ее изготовления, — обычно весьма сильно влияет на число операций или переходов, трудоемкость и в итоге на себестоимость процесса изготовления детали. Вид заготовки в большинстве случаев в значительной степени определяет дальнейший процесс обработки.
Таким образом, разработка процесса изготовления детали может идти по двум принципиальным направлениям:
- получение заготовки, приближающейся по форме и размерам к готовой детали, когда на заготовительные цехи приходится как бы значительная доля трудоемкости изготовления детали и относительно меньшая доля приходится на механические цехи,
- получение грубой заготовки с большими припусками, когда на механические цехи приходится основная доля трудоемкости и себестоимости изготовления детали.
В зависимости от типа производства оказывается рациональным то или иное из указанных направлений или какое-либо промежуточное между ними. Первое направление соответствует, как правило, массовому и крупносерийному производству, так как дорогостоящее современное оборудование заготовительных цехов, обеспечивающее высокопроизводительные процессы получения точных заготовок, экономически оправдано лишь при большом объеме выпуска изделий. Второе направление типично для единичного или мелкосерийного производства, когда применение указанного дорогого оборудования в заготовительных цехах неэкономично. Не следует, однако, изложенное понимать так, что в пределах единичного и серийного производства не могут быть достигнуты целесообразные решения об удовлетворительном качестве заготовок. Наоборот, экономически целесообразное для всякого производства качество заготовок может быть всегда заранее предопределено при правильном подходе к их выбору, а, следовательно, и к установлению способа их изготовления.
Основными видами заготовок в зависимости от назначения деталей являются:
- отливки из черных и цветных металлов;
- заготовки из металлокерамики;
- кованые и штампованные заготовки;
- заготовки, штампованные из листового металла;
- заготовки из проката; сварные заготовки;
- заготовки из неметаллических материалов.
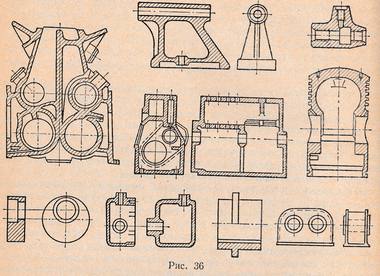
Отливки из черных и цветных металлов (рис. 36) выполняют различными способами. Для заготовок простых форм с плоской поверхностью в условиях единичного и мелкосерийного производства применяют литье в открытые земляные формы, для крупных заготовок — литье в закрытые формы. Ручную формовку в опоках по моделям или шаблонам применяют для мелких и средних отливок деталей, имеющих форму тел вращения. В настоящее время получает распространение литье в жидкие быстротвердеющие смеси. Этот способ исключает необходимость сушки форм в печах. В серийном н массовом производстве применяют машинную формовку по деревянным или металлическим моделям. Отливки сложной конфигурации изготовляют в формах, которые собирают из стержней по шаблонам и кондукторам.
Отливки сложных форм из труднообрабатываемых резанием сплавов изготовляют по выплавляемым моделям, при этом обеспечивается точность размеров по 12…11-му квалитетам и шероховатости поверхности Rа=6,3…1,6 мкм. По выплавляемым моделям изготовляют отливки как из черных, так и из цветных сплавов, причем в производстве отливок из сплавов, заливка которых должна производиться в холодные формы, применяют сочетание литья по выплавляемым моделям и способа гипсовой формовки.
Точные отливки с небольшими припусками на механическую обработку получают при литье в оболочковые формы. Этот способ, широко распространенный в настоящее время, основан на свойстве термореактивной смолопесчаной смеси принимать форму подогретой металлической модели и образовывать плотную и быстротвердеющую оболочку. Этот способ литья расширяет возможности автоматизации. Отливки имеют точность размеров по 14…12-му квалитетам и шероховатость Rа=0,4 мкм.
К прогрессивным способам изготовления литых заготовок относится способ литья в металлические формы (кокили), который исключает процесс формовки, обеспечивает благоприятные условия охлаждения, а также простоту удаления отливок из формы. Перспективно применение податливых металлических форм, изготовляемых из пакетов чистовой, стали, а также тонкостенных водоохлаждаемых форм, в которых рабочая полость изготовляется в виде сменной штамповки. Применение вакуумного отсасывания при кокильном литье расширяет область его использования для изготовления тонкостенных корпусных деталей из алюминиевых и магниевых сплавов, а заливка в открытую форму с последующим выжиманием при смыкании полуформ (метод книжной» формовки) позволяет получать крупногабаритные тонкостенные отливки.
Для изготовления отливок с мелкозернистой структурой металла и повышенными механическими свойствами применяют способ центробежного литья, который получил наибольшее распространение при изготовлении отливок деталей, имеющих форму тел вращения (втулок, груб и т. д.), с точностью по 12-му квалитету.
Для изготовления заготовок деталей сложной конфигурации успешно применяют способ литья под давлением. Прочность отливок, изготовленных этим способом, на 30% выше прочности отливок, изготовленных литьем в земляные формы. Этот способ широко применяют в серийном и массовом производстве при изготовлении небольших деталей сложной формы. Современные автоматы для литья под давлением отливок массой до 300 г обеспечивают производительность до 6000…8000 отливок в час. Шероховатость поверхности заготовок Rа=2,5…0,32 мкм.
Заготовки из металлокерамики изготовляют из порошков, различных металлов или из смеси их с порошками, например, графита, кремнезема, асбеста и др. Этот вид заготовок применяют для производства деталей, которые не могут быть изготовлены другими методами — из тугоплавких элементов (вольфрама, молибдена, магнитных материалов и пр.), из металлов, не образующих сплавов, из материалов, состоящих из смеси металла с неметаллами (медь — графит), и из пористых материалов.
Способ получения металлокерамических материалов основан на прессовании тонких металлических порошков в требуемой смеси в пресс-формах под давлением 100…600 МПа и последующем спекании при температуре немного ниже температуры плавления основного компонента. Этот способ носит название порошковой металлургии, и с его помощью изготовляют подшипники скольжения (с антифрикционными свойствами), тормозные диски (с фрикционными свойствами), самосмазывающиеся втулки, в которых поры на 20…30% объема под давлением заполняются смазкой (пористые), а также детали для электро- и радиотехнической промышленности (магниты). Достоинством порошковой металлургии также является возможность изготовления деталей, не требующих последующей механической обработки.
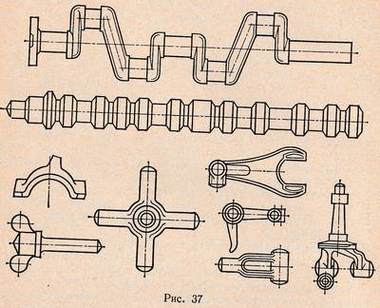
Кованые и штампованные заготовки (рис. 37) изготовляют различными способами, технологические характеристики которых приведены в табл. 5.
Так, для получения заготовок деталей в единичном и мелкосерийном производстве применяют ковочные молоты и гидравлические ковочные прессы. Заготовки характеризуются сравнительно грубым приближением к форме готовой детали и требуют больших затрат на последующую механическую обработку.
Для большего приближения формы заготовки к форме готовой детали в мелкосерийном производстве применяют подкладные штампы. Заготовку, предварительно выполненную свободной ковкой с помощью универсального кузнечного инструмента, помещают в подкладной штамп, где она принимает форму, более близкую к форме готовой детали.
В серийном и массовом производстве заготовки изготовляют на штамповочных молотах и прессах в открытых и закрытых штампах. В первом случае образуется облой, т. е. отход лишнего металла в результате истечения; облой компенсирует неточность в массе исходной заготовки. Во втором случае облой отсутствует, следовательно, расход металла на заготовку меньше. Технологическими процессами, интенсифицирующими технологию штамповки, являются: штамповка заготовок из центробежных отливок и отливок в кокиль, штамповка методом выдавливания в обычных закрытых и разъемных штампах, безоблойная штамповка, штамповка из периодического проката, объемная штамповка из заготовок, полученных непрерывной разливкой стали.
Штамповка заготовок, отлитых методами центробежного и кокильного литья, предназначается для изготовления заготовок типа пустотелых цилиндров, минуя процессы разливки стали в слитки и последующую их прокатку и расковку. При этом процессе заготовки для последующей штамповки или раскатки отливаются на центробежной машине, а затем в горячем виде (при t=1250…1300°С) извлекаются из кокиля или центробежной машины.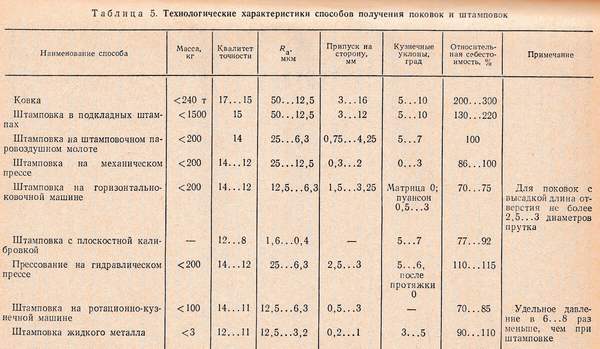
Метод выдавливания особенно эффективен при совмещении его с индукционным нагревом для изготовления таких крупных заготовок, как валы, валки, роторы и т. п.
Значительно большую экономию металла можно получить при внедрении прогрессивных технологических процессов штамповки на кривошипных горячештамповочных прессах, штамповки (горячего выдавливания) в цельных и разъемных матрицах, малоотходной штамповки (безоблойной и с противодавлением). Горячее выдавливание является эффективным процессом получения штамповок разнообразной конфигурации, чаще всего в виде стержней с фланцами различной формы, деталей с отростками и т. п., причем выдавливание как операция горячей штамповки часто применяется в качестве заготовительной операции для распределения металла в соответствии с формой детали, благодаря чему сокращаются отходы в облой. Еще более эффективна разновидность технологической схемы выдавливания — штамповка выдавливанием в разъемных матрицах. Наличие второй линии разъема позволяет получать поковки с отростками и поднутрениями, близкими к конфигурации детали. Сущность процесса малоотходной штамповки заключается в получении точных заготовок (преимущественно тел вращения) без облоя в закрытых штампах. Избыток металла (неизбежный при существующих способах резки заготовок) отводится в специальные полости штампа. Одной из разновидностей процесса является штамповка шестерен в штампах с клиновой облойной канавкой.
Существенным фактором экономии проката является применение для ковки и объемной штамповки заготовок, полученных непрерывной разливкой стали, не требующих высокой степени укова; причем эти заготовки без предварительной прокатки можно штамповать.
Из других прогрессивных технологических процессов, внедрение которых обеспечивает более эффективное использование металла, относится вальцовка заготовок на ковочных вальцах, в том числе многоклетьевых и автоматизированных, на которых заготовка требуемого переменного сечения может быть получена за один проход; радиальное обжатие (редуцирование), осуществляемое как в горячем, так и в холодном состоянии; раскатка, применение периодического проката для предварительного формообразования заготовок под штамповку.
Одним из способов производства заготовок из отливок является метод виброштамповки. Преимуществом метода является создание лучших условий деформирования в связи с уменьшением внешнего трения и скорости деформации. Штамповка может осуществляться в одно- и многоручьевых штампах; мелкие заготовки штампуют в многоштучных штампах.
Для получения заготовок из пруткового материала высадкой используют горизонтально-ковочные машины. Этот способ производителен и экономичен. Фасонные, а также пустотелые заготовки цилиндрической формы штампуют на гидравлических прессах. Пустотелые заготовки изготовляют прошивкой отверстия с последующей протяжкой через кольцо или высадкой, а болты, заклепки и подобные детали – на фрикционных винтовых прессах в специальных сборных штампах с разъемными матрицами. При штамповке на фрикционных прессах достигаются высокая точность изготовленных заготовок, уменьшение расхода материала и высокая производительность. Так, при изготовлении заклепок производительность прессов составляет до 1000 шт. в час.
Для изготовления заклепок и других подобных деталей в массовом производстве применяют также холодновысадочные пресс-автоматы. Производительность этих прессов составляет 400 шт. в минуту и более. Опали, полученные холодной высадкой из калиброванного проката, сличаются большой точностью (8-й квалитет). Для получения заготовок периодического профиля или для вытяжки металла в продольном и поперечном сечениях используют ковочные вальцы. Профиль переменного сечения получают, пропуская заготовку через ручей вальцов, сложный профиль — пропуская заготовку через несколько профилированных ручьев.
Точность размеров и шероховатость поверхностей штампованных заготовок повышают холодной калибровкой и плоскостным или объемным проглаживанием (чеканкой). Плоскостную чеканку применяют для небольших участков заготовок, а объемную — для заготовок небольшого размера. Заготовки можно чеканить и в горячем состоянии, однако точность горячей чеканки ниже, чем холодной. Горячую чеканку применяют преимущественно для крупных штампованных готовок.
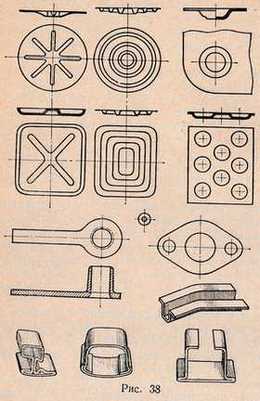
Штамповкой заготовок из листового металла можно получать изделия простой и сложной конфигурации: шайбы, втулки, сепараторы подшипников качения, баки, кабины автомобилей и т. д. Для этих изделий характерна почти одинаковая толщина стенок, мало отличающаяся от толщины исходного материала (рис. 38).
Холодной листовой штамповкой могут быть получены заготовки на низкоуглеродистой стали, пластичной легированной стали, меди, латуни (с содержанием меди более 60%), алюминия и некоторых его сплавов, а также из других пластичных листовых материалов толщиной от десятых долей миллиметра до 6…8 мм. Заготовки, получаемые из листа холодной штамповкой, отличаются высокой точностью размеров, во многих случаях не нуждаются в последующей механической обработке и поступают непосредственно на сборку.
Горячей листовой штамповкой могут быть получены заготовки из материала толщиной свыше 8…10 мм, а при низкой пластичности — из материала меньших толщин для изготовления деталей корпусов кораблей, цистерн, котлов, химических машин, аппаратов и др.
Совершенствование технологических процессов листоштамповочного производства в целях более эффективного использования листового проката осуществляется в трех направлениях: замена листа широким рулоном, применение листа без припусков и положительных допусков на габариты и всемерная замена штампованных деталей деталями, изготовленными из гнутых профилей.
Дальнейшее развитие процессов холодной листовой штамповки основывается на применении целевого, комбинированного и универсального оборудования с использованием специальной оснастки, а именно: универсальных блоков для пакетных штампов, электромагнитных блоков для пластинчатых штампов, универсальных штампов для геометрически подобных деталей и для штамповки по элементам, пинцетных штампов для вырубки крупногабаритных деталей и для групповой штамповки, штампов с использованием резины, жидкости и другой эластичной среды и упрощенных штампов (ленточных, литых, пластмассовых, с использованием бетона, дерева и т. д.).
При изготовлении крупногабаритных листовых деталей в настоящее время широко применяют беспрессовую штамповку, называемую гидравлической вытяжкой и основанную на использовании статического гидравлического давления, электрогидравлического эффекта и энергии подводного взрыва взрывчатых веществ. Гидравлическая вытяжка может быть использована для формообразования деталей из алюминиевых сплавов толщиной до 5 мм и стали толщиной до 3 мм. Высокое давление порядка 20…25 МПа передается либо непосредственно жидкостью, либо посредством резиновой диафрагмы или мешка. Гидравлическая вытяжка отличается более равномерным распределением напряжений в металле, чем при вытяжке пуансонами, и создает более благоприятные условия для формообразования с меньшими утонениями в процессе вытяжки.
К процессам холодной обработки давлением относятся холодная высадка и объемная штамповка выдавливанием. Высадку применяют для образования местных утолщений требуемой формы путем перераспределения и перемещения объема металла. Выдавливание применяют для изготовления полых деталей, деталей меньшей площадью поперечного сечения из толстой заготовки за счет истечения металла в зазор между матрицей и инструментом. В зависимости от направления перемещения металла по отношению к инструменту различают три шин выдавливания: прямое — металл течет в направлении рабочего движения инструмента, обратное — обратно рабочему движению и комбинированное — сочетание прямого и обратного видов. Прямое выдавливание применяют для изготовления сплошных деталей, а иноке пустотелых деталей типа гильз и труб. Обратное выдавливание применяют исключительно для получения пустотелых деталей. Комбинированное—для изготовления деталей сложной формы: с фигурным дном, с дном, имеющим отростки, с дном, расположенным внутри полой детали, и т. п.
Для формообразования, калибровки, отделки поверхности деталей машин и их упрочнения при обработке давлением в холодном состоянии применяют процессы бесштамповочной обработки, основанные на пластической деформации металлов. К ним относятся накатка шестерен, шлиц и резьб, накатка и раскатка поверхностей шариками п роликами. Эти способы позволяют осуществить размерно-чистовую обработку, улучшить микрогеометрию поверхностей, в ряде случаев упразднив отделочную обработку.
Находит применение также метод обкатки роликами (гидроспининг), успешно заменяющий не только обработку резанием и давильные работы, но и вытяжку. Этот способ заключается в постепенном обжатии роликами листовой, штампованной или литой заготовки, полученной на принудительно вращающейся оправке. Большие давления на ролики, достигающие 25 МПа, создаваемые гидравлическим приводом, позволяют весьма производительно обжимать полые детали цилиндрической, конической н параболической форм, получать летали сложной конфигурации с большим перепадом сечений с точностью в пределах 11-го квалитета и шероховатостью поверхности Rа = 0,8…0,4 мкм.
Все операции листовой штамповки можно разделить на разделительные (отрезка, вырубка, пробивка, зачистка), в ходе которых одну часть заготовки отделяют от другой, и формоизменяющие (гибка, вытяжка, обжим, отбортовка, рельефная формовка, формовка), в которых одна часть заготовки перемещается относительно другой без разрушения заготовки (в пределах пластических деформаций).
Исходный толстый лист разделяют на мерные заготовки преимущественно газовой резкой.
Тонкие листы разделяют на заготовки обычно отрезкой на гильотинных и дисковых ножницах.
Горячую листовую штамповку производят преимущественно на гидравлических листоштамповочных и фрикционных винтовых прессах, реже — на кривошипных листоштамповочных прессах. Из специального оборудования для обработки листов в горячем состоянии следует отметить трех- и четырехвалковые гибочные вальцы, предназначенные для гибки листа в обечайку реверсивным прокатыванием листа между постепенно сближающимися валками.
Нагрев перед штамповкой ведут обычно в пламенных камерных печах периодического действия или в методических печах непрерывного действия. Прогрессивен индукционный электронагрев, при котором продолжительность процесса сокращается в 5…6 раз, а толщина слоя окалины уменьшается в 2…3 раза по сравнению со слоем окалины, полученным в пламенных печах. Резко повышается точность штамповки, создаются возможности автоматизации процесса, значительно улучшаются условия труда в прессовых (кузнечно-штамповочных) цехах.
Для точной штамповки мелких заготовок рекомендуется безокислительный электронагрев в защитной атмосфере. Этот метод позволяет получать заготовки также без окалины.
Заготовки из круглого проката для валов в большинстве случаев более целесообразны, чем кованые или штампованные заготовки. Однако если масса заготовки из проката превышает массу штамповки более чем на 15%, лучше применять штампованные заготовки.
Изготовление заготовок из труб также является одним из рациональных способов. Несмотря на то, что тонна горячего проката стоит в среднем в 1,5 раза меньше, чем тонна труб, тем не менее экономия металла при производстве деталей из труб по сравнению с изготовлением из круглого проката может покрыть разницу в стоимости. Исключение может быть сделано только для деталей, которые подвергают дальнейшей неоднократной обработке (сверлению, фрезерованию и др.), и, если коэффициент использования материала ниже 0,5.
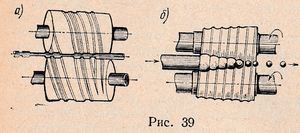
Максимального подобия конструктивных форм и размеров заготовок готовым деталям можно достигнуть применением специальных профилей металла. Применение периодического проката, т. е. проката с максимальным подобием заготовки и детали, обеспечивает повышение коэффициента использования металла при штамповке в среднем на 10…15% благодаря сокращению потерь на облой, содействуя одновременно повышению производительности труда как в заготовительных, так и в механообрабатывающих цехах. На рис. 39 приведены схемы периодической прокатки различных заготовок: распределительного вала (α); шаров, изготовленных методом поперечной раскатки (б). В приведенном примере масса заготовок из обычных профилей: распределительного вала — 7,95 кг и шаров 300 мм — 0,164 кг, а при использовании периодического проката — соответственно 6,32 и 0,125 кг, что составляет экономию металла 13 и 24%.
Из готового профильного проката заготовки изготовляют преимущественно в массовом производстве. Во многих случаях этот способ не требует применения механической обработки или ограничивает ее отделочными операциями.
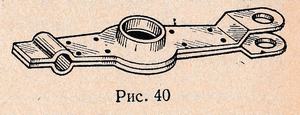
Сварные заготовки позволяют получать изделия такой конфигурации, которая обычно получается в результате литья или обработки резанием. В современном машиностроении часто применяют штампосварные заготовки (рис. 40). Замена деталей, полученных из отливок и изготовленных обработкой резанием, штампосварными значительно снижает себестоимость.
Наряду со штампосварными применяют также и сварно-литые заготовки, например, при изготовлении заготовок для корпусных деталей, отличающихся большим разнообразием конструктивных форм, размеров, массы и материалов. Заготовку делят на ряд простейших частей, получаемых литьем, а затем соединяют их сваркой. Так изготовляют траверсы прессов, статоры турбин, станины станков и др. Этот вид заготовок резко снижает трудоемкость изготовления и металлоемкость изделия.
Применяют также заготовки из штампованных и литых частей, соединенных сваркой.
Заготовки из неметаллических материалов. К неметаллическим материалам, широко применяемым в машиностроении, относятся: пластические массы, древесина, резина, бумага, асбест, текстиль, кожа и др. Неметаллические материалы, обеспечивая необходимую прочность при небольшой массе изготовляемых из них деталей, придают деталям необходимые свойства: химическую устойчивость (к воздействию растворителей), водо-, газо- и паронепроницаемость, высокие изоляционные свойства и др.
Пластическими массами называют материалы, которые на определенной стадии их производства приобретают пластичность, т. е. способность под воздействием давления принимать соответствующую форму и в дальнейшем сохранять ее. В зависимости от химических свойств исходных смолообразных веществ пластические массы, получаемые на их основе, делят на две основные группы:
- термореактивные пластические массы на основе термореактивных смол, отличающиеся тем, что при действии повышенных температур они претерпевают ряд химических изменений и превращаются в неплавкие и практически нерастворимые продукты;
- термопластичные массы (термопласты), получаемые на основе термопластичных смол и отличающиеся тем, что при нагревании они размягчаются, сохраняя плавкость, растворимость и способность к повторному формованию.
Разнообразие физико-химических и механических свойств и простота переработки в изделия обусловливают широкое применение различных видов пластических масс в машиностроении и других отраслях народного хозяйства. Сравнительно небольшая плотность (1000…2000 кг/м3), значительная механическая прочность и высокие фрикционные свойства позволяют в ряде случаев применять пластические массы в качестве заменителей, например, цветных металлов и их сплавов — бронзы, свинца, олова, баббита и т. п., а при наличии некоторых специальных свойств (например, коррозионная стойкость) пластмассы можно использовать и в качестве заменителей черных металлов. Высокие электроизоляционные свойства способствуют применению пластических масс в электро- и радиопромышленности в качестве заменителей таких материалов, как фарфор, эбонит, шеллак, слюда, натуральный каучук и многие другие. Хорошая химическая стойкость при воздействии растворителей и некоторых окислителей, водостойкость, газо- и паронепроницаемость позволяют применять пластические массы как технически важные материалы в автотракторной, судостроительной и других отраслях промышленности.
Детали из пластических масс получают прессованием, литьем под давлением и литьем в формы. Наиболее распространенным способом получения деталей из пластических масс является способ горячего прессования при необходимом давлении и температуре. В качестве основного оборудования для прессования пластмасс обычно применяют гидравлические прессы. Однако в некоторых случаях можно применять и другие типы прессов, например фрикционные, винтовые. Прессование производят в металлических пресс-формах, устанавливаемых на прессах. Пресс-формы являются основным видом оснастки в производстве изделий из пластических масс. Во время прессования пресс-формы находятся в очень неблагоприятных эксплуатационных условиях. Они воспринимают многократные силовые нагрузки (давление пресса достигает 20…30 МПа, а иногда 60…80 МПа), систематическое воздействие высоких температур (до 190°С) и агрессивное коррозионное воздействие выделяющихся в процессе прессования продуктов химических превращений.
Важным промышленным способом производства деталей из пластмасс является способ литья под давлением. Он во многом сходен со способом литья под давлением металлов. Сущность его заключается в следующем: в загрузочные приспособления специальных машин помещают пластическую массу, затем подают их в обогревающее устройство, где пластмасса расплавляется и под действием поршня (плунжера), передающего давление, впрыскивается в пресс-форму. Машины для литья под давлением пластмасс высокопроизводительны: до 12…16 тыс. шт. за смену. Этим способом можно изготовлять различные детали со сложными резьбами и профилями, тонкостенные детали и т. п. Литье в формы применяют в тех случаях, когда детали изготовляют из связующего без наполнителя. Этот способ применяют также для получения различных литых деталей из термореактивных пластмасс, например, литого карболита, неолейкорита, литого резита, а также из термопластичных материалов — органического стекла, полистирола и др.
Детали из слоистых пластиков широко распространены в машиностроении. Например, текстолитовые зубчатые колеса отличаются от металлических бесшумностью работы и устойчивостью против влияния различных агрессивных сред. В ряде случаев текстолитовые зубчатые колеса почти совсем вытеснили зубчатые колеса из цветных металлов. Их применяют для передачи вращения от электродвигателей в быстроходных металлообрабатывающих станках, устанавливают на распределительных валах двигателей внутреннего сгорания. В химической промышленности текстолитовые зубчатые колеса применяют в различных аппаратах и приборах, где они гораздо лучше, чем зубчатые колеса из бронзы и латуни, сопротивляются различным агрессивным воздействиям. Помимо зубчатых колес из текстолита изготовляют ролики, кольца и т. п.
Древесина различных пород, являющаяся сравнительно дешевым материалом, применяется во многих отраслях современного машиностроения. Например, в сельскохозяйственном машиностроении и автотракторостроении используется древесина сосны, ели, кавказской пихты, лиственницы, дуба, бука, ясеня, березы, клена, граба, ильмы, вяза. Из древесины твердых лиственных пород и лиственницы изготовляют ответственные детали сельскохозяйственных машин, подвергающиеся большим нагрузкам.
Древесные материалы применяют в машиностроении как конструкционные материалы, главным образом в виде шпона, клееной фанеры, пельнопрессованной древесины и древесных пластиков.
Для повышения устойчивости древесины против гниения ее специально обрабатывают: сушат на воздухе и в специальных сушильных камерах, а также пропитывают медным купоросом, хлористым цинком или креозотом и окрашивают.
Из древесных материалов методами холодного и горячего гнутья можно получать изделия сложной криволинейной формы. Метод холодного гнутья заключается в том, что на шаблоне выгибают и запрессовывают заготовку в виде набора тонких деревянных пластинок, покрытых клеем, без подогрева. При горячем гнутье заготовку предварительно проваривают или пропаривают, вследствие чего она приобретает пластичность, затем выгибают на шаблоне и в таком положении зажимают и помещают в сушильную камеру.
Наряду с обычной древесиной (так называемым массивом) в машиностроении применяют фанеру и слоистые древесные материалы. Фанера представляет собой листовой материал, изготовленный путем склеивания между собой нескольких тонких деревянных листов (шпона). Для изготовления нагруженных деталей применяют многослойную, или плиточную, фанеру толщиной 25…30 мм.
Тонкие листы (шпон), пропитанные специальными смолами и подвергнутые горячему прессованию, образуют так называемые древесно-слоистые пластики, широко применяемые в текстильном и электротехническом машиностроении, а также в качестве заменителя подшипников из цветных металлов в гидравлических машинах, механизмах, работающих в абразивной среде.
Механическую обработку изделий из древесины производят на металлорежущих и деревообрабатывающих станках.
