Вибрации (колебания в системе СПИД) ухудшают качество обработанной поверхности (рис. 83), повышают износ инструмента и станка, приводят к разрегулированию соединений в станке и приспособлений. Сильные вибрации вынуждают снижать производительность процесса резания, а иногда работа на станке вообще становится невозможной. При резании металлов возникают вынужденные колебания и автоколебания (самовозбуждающиеся процессом стружкообразования).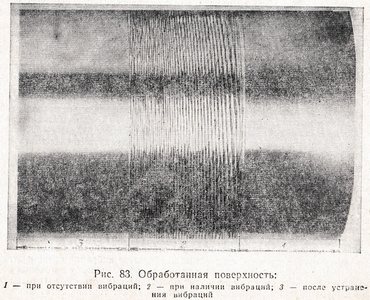
Вынужденные колебания возникают под действием периодически возмущающих сил, которыми могут быть:
- переменные силы, действующие на систему в результате прерывистого резания (например, точение валика, имеющего продольный паз) или неравномерного припуска;
- центробежные силы инерции неуравновешенных вращающихся масс (заготовки, патрона, шкивов, роторов электродвигателей и др.);
- силы удара, вызванные неисправностями и неточностью изготовления рабочих поверхностей в деталях механизмов передач движений (например, износом деталей механизма, неточностью изготовления зубчатых колес), резкими включениями и переключениями и т. п.
Автоколебания — явление более сложное и часто возникающее при резании металлов. Основными причинами появления автоколебаний являются:
- непостоянство силы трения сходящей стружки о резец и резца о заготовку;
- неравномерное упрочнение срезаемого слоя по его толщине;
- непостоянство нароста, приводящее к изменению в процессе резания угла резания и площади поперечного сечения среза.
На интенсивность (высоту волны) автоколебаний влияют вид обрабатываемого металла и его механические свойства, элементы режима резания, геометрические элементы режущей части инструмента и жесткость системы СПИД.
При обработке сталей, в особенности вязких, вибрации сильнее, чем при обработке чугунов. При увеличении НВ и σв обрабатываемого металла вибрации уменьшаются; при возрастании относительного удлинения и относительного сужения — увеличиваются. При росте скорости резания вибрации сначала возрастают, а затем уменьшаются; чем больше подача, тем меньше величина скорости резания, начиная с которой уменьшаются вибрации. При увеличении глубины резания (ширины среза) вибрации при продольном точении возрастают.
Влияние подачи на вибрации меньше, чем влияние скорости и глубины резания. С увеличением подачи (толщины среза) вибрации уменьшаются (при s<t); при s> t вибрации с увеличением подачи возрастают. Чем меньше главный угол в плане ф, тем интенсивнее вибрации. Это объясняется как уменьшением толщины и увеличением ширины среза, так и повышением радиальной (отжимающей) силы Ру с уменьшением угла ф. Чем больше сила Ру, тем больше отжим между заготовкой и суппортом станка. Поэтому при обтачивании длинных и тонких валиков (т. е. валиков малой жесткости) необходимо применять резцы с большими углами в плане. Кроме увеличения углов ф (до 90°), для уменьшения отжима и вибраций применяют люнеты, а также специальные приборы — виброгасители. Аналогичное влияние, но менее интенсивное, оказывает и вспомогательный угол в плане ф1 чем меньше угол ф1, тем больше вибрации.
Вибрации возрастают при увеличении радиуса закругления при вершине резца в плане, что также объясняется увеличением ширины среза и радиальной силы Ру, а также уменьшением средней толщины среза. Передний и задний углы резца в пределах 3—20° почти не влияют на вибрации. Вибрации зависят от формы передней поверхности резца. Дополнительно заточенная лунка на передней поверхности резца уменьшает вибрации по сравнению с резцом без лунки. Износ резца по задней поверхности усиливает вибрации. Чем выше жесткость системы СПИД и меньше зазоры между ее звеньями, тем меньше условий для возникновения вибраций и высота волны вибраций, если они и возникают. Поэтому при продольном точении наибольшие вибрации возникают, когда резец находится посредине заготовки, так как величина прогиба заготовки от сил, действующих на нее в этом случае, будет наибольшей (жесткость заготовки будет наименьшей). Вибрации уменьшаются при продольном точении заготовки вблизи задней бабки; еще меньше они при резании вблизи передней бабки станка. Чем больше вылет пиноли задней бабки, тем больше вибрации, так как жесткость системы в этом случае будет меньшей.
Чем выше жесткость заднего центра, тем меньше вибрации при резании; хорошие результаты получаются при использовании неподвижного заднего центра, вставленного в пиноль задней бабки. Однако при работе на высоких скоростях резания применять такой неподвижный центр практически невозможно, так как большая относительная скорость вращения поверхности центрового отверстия заготовки по конической поверхности центра приводит к большому тепловыделению и износу центра. Поэтому применяют вращающиеся задние центры (на подшипниках), имеющие вид головки, вставляемой, как и неподвижный центр, в пиноль задней бабки. Но такие (обычные) вращающиеся центры имеют жесткость, в 3,5—4 раза меньшую по сравнению с неподвижным центром, и зачастую являются причиной возникновения вибраций. Поэтому, особенно при точных и тяжелых работах, рекомендуется применять специальный вращающийся центр, встроенный в пиноль задней бабки. Чем больше вылет резца из резцедержателя и меньше размеры державки резца в поперечном сечении (при одном и том же материале державки), тем меньше жесткость системы и больше вибрации, причем чем выше скорость резания, тем интенсивнее влияние вылета резца на увеличение вибраций.
Установленные зависимости влияния различных факторов на вибрации указывают и пути их уменьшения. Однако эти пути не являются универсальными, а иногда и невыгодны. Например, увеличение главного угла в плане хотя и уменьшает вибрации, но вместе с тем увеличивает интенсивность износа режущего инструмента. Не всегда целесообразно применять и большой передний угол (малый угол резания), большой вспомогательный угол в плане и малый радиус закругления при вершине резца. Поэтому желательно найти такие средства устранения (или уменьшения) вибраций, которые не снижали бы производительности.
Наряду с повышением жесткости системы СПИД к таким средствам относятся:
- установка упругих (резиновых и др.) прокладок под поводковые болты (при работе в центрах) и под кулачки патрона (при работе в патроне);
- применение специальных приборов — виброгасителей, препятствующих возникновению вибраций; действие виброгасителей основано на повышении сил сопротивления в системе СПИД;
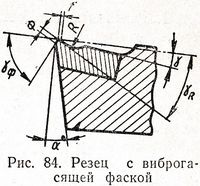
- при черновой и получистовой обработках устранение низкочастотных вибраций заготовки может быть достигнуто путем специальной заточки у резца отрицательной фаски (0,1—0,3 мм) вдоль главной режущей кромки с образованием угла уф = —80÷—85° (рис. 84); такую заточку предложил Д. И. Рыжков; ее можно производить оселком, не вынимая резца из резцедержателя, или в простом приспособлении; Д. И. Рыжковым предложены и другие методы, и приспособления, способствующие устранению вибраций;
- соответствующее (более правильное) расположение осей жесткости системы;
- применение смазочно-охлаждающих жидкостей.
Режимы резания, рекомендуемые на основе лабораторных исследований, бывают выше, чем практически используемые. Такое несоответствие получается из-за отсутствия учета технологических и динамических факторов обработки: технологической жесткости системы СПИД, деформации инструмента, детали и средств крепления; собственных частот вибраций суппорта, обрабатываемой детали и инструмента; массы обрабатываемой детали и т. д. В связи с этим рекомендуется скорость резания, допускаемую резцом, определять с учетом поправочного коэффициента на динамические факторы технологической системы СПИД.
