На точность обработки существенно влияет ряд факторов, сопутствующих движению режущей кромки инструмента по обрабатываемой поверхности, выполняемому в соответствии с кинематикой станка. И результате несоответствия действительных движений заготовки и инструмента движениям, предусмотренным кинематической схемой станка, возникает погрешность обработки.
При автоматической подаче погрешность обработки не зависит от действий рабочего, а определяется свойствами станка, инструмента и обрабатываемых заготовок и характеризует тем самым погрешность работы станка. Она не зависит от нагрузки и возникает вследствие неточности кинематической схемы станка и его отдельных узлов.
В состав погрешности обработки входит также погрешность, возникающая от неправильности взаимного расположения инструмента и заготовки в начале перехода, а также от неточности регулировки упоров и остановов. Это — погрешность настройки.
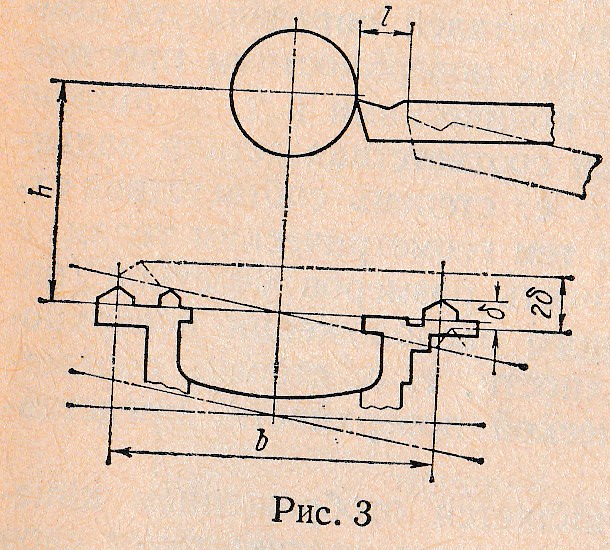
Стандарты на нормы точности станков определяют методы проверки точности. Однако эти нормативы относятся к погрешностям станка, поэтому для определения погрешностей заготовок и деталей, являющихся следствием погрешностей станка, необходимо производить пересчеты. Так, «извернутость» направляющих станин приводит к смещению суппорта и соответствующему смещению резца в горизонтальном направлении (рис. 3). Обозначая размер извернутости станины через δ, а вызванное ею смещение резца через l, получаем:
l = δh/b,
где h — высота центров; b — расстояние между осями направляющих станины. Извернутость направляющих станины вызывает также искажение формы обрабатываемой заготовки на участке, соответствующем длине извернутости станины.
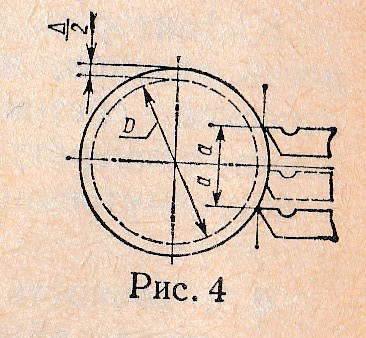
Биение вращающихся центров станка приводит к биению обрабатываемых поверхностей заготовки относительно оси центральных отверстий. При перестановке обработанной заготовки на другой станок с другим биением центров может возникнуть отклонение от соосности у заготовок, обрабатываемых в разных условиях. Обработка в неподвижных центрах исключает биение и обеспечивает соосность поверхностей заготовки при обработке в несколько установов.
На точность обработки существенно влияет правильность установки самого станка, так как отклонение от геометрической точности станка приводит к погрешности обработки. Точность обработки зависит также от точности изготовления режущего инструмента, которая в процессе эксплуатации снижается ввиду износа, искажающего как форму, так и размеры инструмента. Кроме того, на точность обработки заготовки влияют погрешность изготовления приспособлений как в ненагруженном состоянии, так и в процессе работы, а также износ элементов приспособлений (например, кондукторных втулок).
Разница между энергией электрического поля и энергией магнитного поля примерно такая же, как между энергией,…
Когда-то легендарный пастух Магнес, нашел природный магнитный камень, притягивающий железо. В последствии этот камень назвали магнетит или магнитный…
В электрических цепях применяются различные способы соединения конденсаторов. Соединение конденсаторов может производиться: последовательно, параллельно и последовательно-параллельно (последнее иногда называют смешанное соединение конденсаторов). Существующие…
Обозначение конденсаторов на схемах определено ЕСКД ГОСТ 2.728-74. Обозначения условные графические в схемах. Резисторы, конденсаторы. Итак,…
Узнав, что же такое конденсатор, рассмотрим, какие бывают виды конденсаторов. Итак, виды конденсаторов можно классифицировать по…
Вся энергия заряженного конденсатора сосредотачивается в электрическом поле между его пластинами. Энергию, накопленную в конденсаторе, можно определить…
{kind=link}
{kind=link}