С развитием автоматизации технологических процессов обработки функции контроля приобретают особое значение, содействуя не только предотвращению появления брака, но и способствуя улучшению качества продукции и ее единообразию. Средства механизированного и автоматического контроля подразделяют на средства контроля готовых деталей, средства технологического контроля заготовок при обработке и средства статистического контроля.
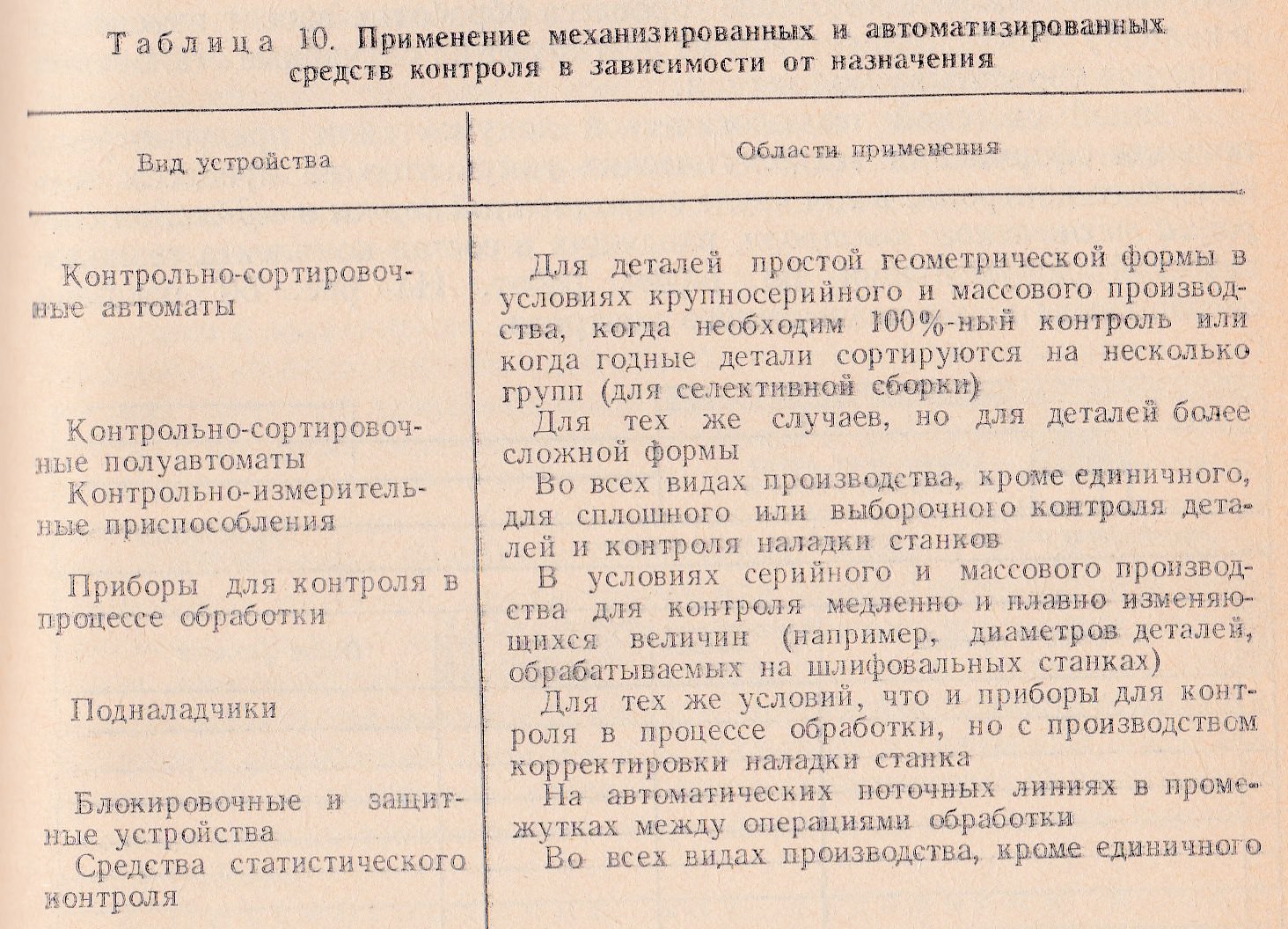
К средствам контроля готовых деталей после их обработки относятся:
Средства технологического контроля, непосредственно связанные с процессом обработки заготовок, включают следующие устройства:
Средства статистического контроля — особая группа контрольно-измерительных средств, использование которых связано со специальной организацией процесса, контроля. Они могут применяться как для технологического контроля, так и для контроля готовых детален (приемочного контроля). В первом случае они позволяют организовать контроль и наладку процесса изготовления деталей, а во втором — осуществить рациональный выборочный контроль для приемки готовых деталей. Статистические устройства «статистролы» могут управлять процессами производства в сочетании о блокирующими устройствами, подналадчиками и т. п.
Примеры применения различных автоматизированных и механизированных контрольно-измерительных средств приведены в табл. 10.
Автоматизация контроля обеспечивает возможность непрерывного наблюдения за ходом процесса обработки — активный контроль. Он дает возможность управлять процессом обработки, воздействуя с помощью автоматических измерительных устройств на приводные элементы механизмов подачи станков.
По воздействию на процесс обработки системы активного контроля подразделяют на:
Комбинированные системы представляют собой сочетание элементов, приведенных в табл. 10 систем. Например, одно устройство проверяет заготовку до обработки, другое — по результатам измерений в процессе обработки устанавливает режимы резания.
Средства активного контроля размеров подразделяются на блокирующие устройства, устройства для управления циклом и подналадочные системы. Блокирующие устройства применяют для предотвращения аварий при нарушении технологического процесса, прекращая процесс обработки или подавая соответствующий сигнал. Устройства для управления циклом обработки по результатам измерений изменяют режим резания и прекращают подачу инструмента. Эти устройства связаны с рабочими органами станка. Подналадочные системы при получении информации о ходе процесса обработки вносят изменения в наладку станка. Эти системы не реагируют на случайные отклонения размеров обрабатываемой детали.
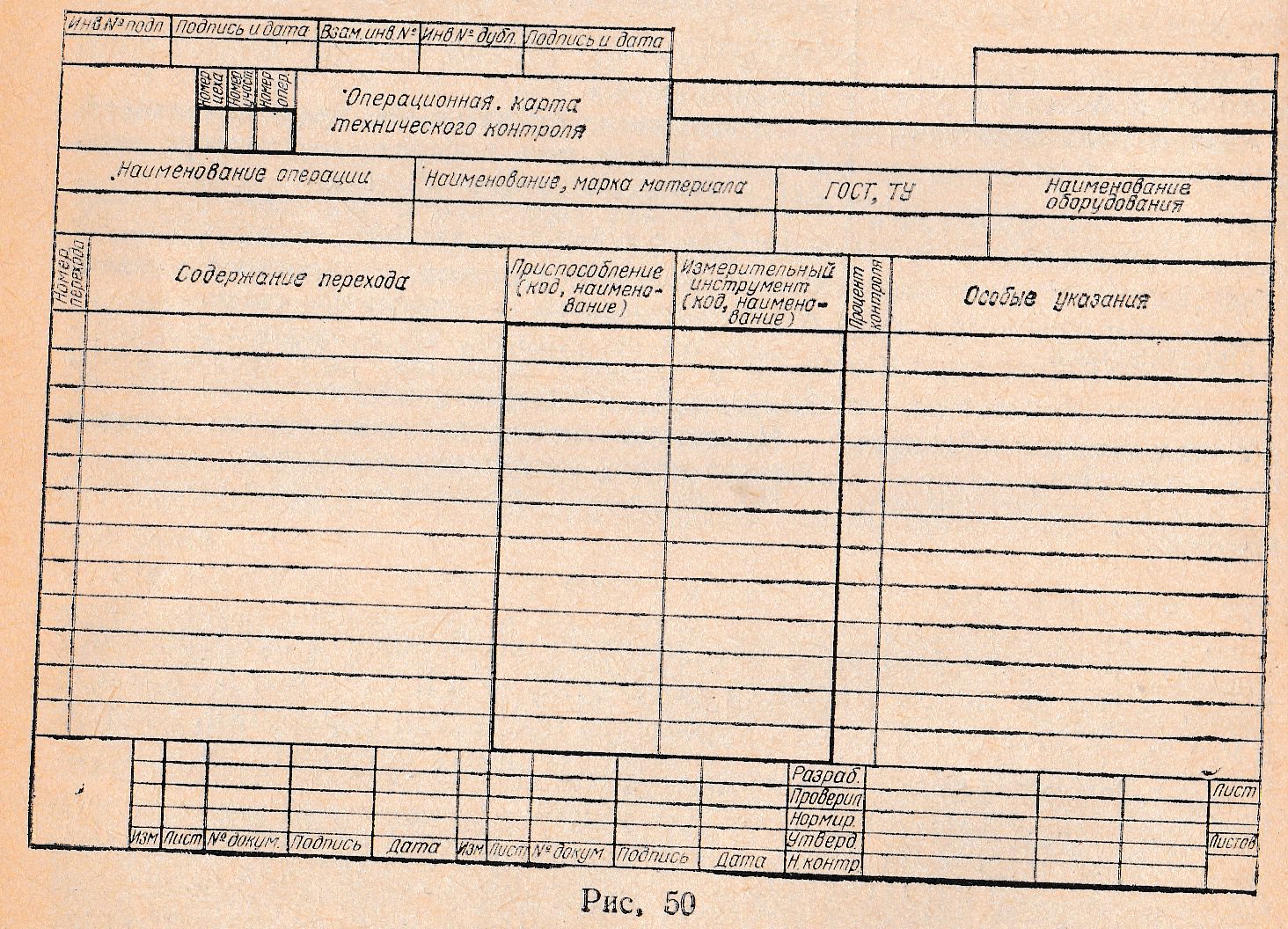
Единой системой технологической документации предусмотрены правила оформления технологических документов на процессы технического контроля, в том числе операционной карты и ведомости операций технического контроля, входящих в состав комплекта технологической документации по видам работ. На рис. 50 показана операционная карта технического контроля.
Разница между энергией электрического поля и энергией магнитного поля примерно такая же, как между энергией,…
Когда-то легендарный пастух Магнес, нашел природный магнитный камень, притягивающий железо. В последствии этот камень назвали магнетит или магнитный…
В электрических цепях применяются различные способы соединения конденсаторов. Соединение конденсаторов может производиться: последовательно, параллельно и последовательно-параллельно (последнее иногда называют смешанное соединение конденсаторов). Существующие…
Обозначение конденсаторов на схемах определено ЕСКД ГОСТ 2.728-74. Обозначения условные графические в схемах. Резисторы, конденсаторы. Итак,…
Узнав, что же такое конденсатор, рассмотрим, какие бывают виды конденсаторов. Итак, виды конденсаторов можно классифицировать по…
Вся энергия заряженного конденсатора сосредотачивается в электрическом поле между его пластинами. Энергию, накопленную в конденсаторе, можно определить…
{kind=link}
{kind=link}