Температурные деформации режущего инструмента. Несмотря на то что в РИ уходит сравнительно небольшое количество тепла резания (10-20%) его нагрев все же значителен. Например, рабочая часть проходного резца из быстрорежущей стали Р18 нагревается до 700-800оС, что для резца средних размеров может привести к его удлинению на 30-50 мкм. Картина нагрева и охлаждения РИ носит специфический циклический характер (см. рис.6). Здесь «ОПД» — обработка первой детали, а “ОВД” — обработка второй детали. “Пер.” — перерыв в работе в процессе которого происходит охлаждение РИ.
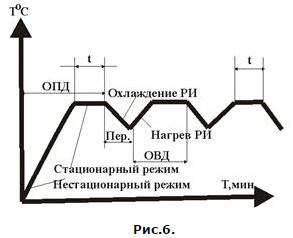
Естественно, это отразится на точности обработки. Как видно из рис.6, вначале работы РИ сравнительно быстро нагревается и достигает теплового равновесия (стационарный режим) при котором идет процесс обработки. После остановки РИ медленно охлаждается и после начала следующей обработки довольно быстро выходит на тепловое равновесие. Если обработка имеет большую продолжительность во времени тепловые деформации могут вызывать погрешности формы детали. Уменьшить или исключить это влияние можно за счет:
- Обильным подводом СОТС;
- Достижением ритмичности в работе (одинаковыми промежутками времени обработки и между обработкой);
- Малыми промежутками выстоя между обработкой смежных деталей.
Проявление температурного фактора системы СПИД приводит к погрешностям при работе на настроенных станках и при работе по лимбу. В случае же обработка методом пробных ходов и промеров и с использованием систем с обратной связью температурный фактор не влияет на точность размеров, но приводит к погрешностям формы деталей.
При повышении V, S и t температура резания растет, а, следовательно, растет и удлинение резца (Dl). Уменьшение вылета резца с 40 до 20 мм приводит к резкому уменьшению его удлинения (с 28 до 18 мкм). Удлинение РИ обратно пропорционально площади поперечного сечения стержня (державки) резца. Кроме этого увеличение толщины пластинки ТС тоже снижает Dl, которое прямо пропорционально твердости обрабатываемого материала. При использовании СОТС Dl снижается в 3-3,5 раза. В условиях теплового равновесия:
где С=4,5 приV=100-200 м/мин; t£1,5мм; S£0,2мм; lр-вылет резца; F=BxH мм2; sв-предел прочности ОМ (сигма временное).
