Металл, срезанный с заготовки режущим инструментом, называется стружкой. Процесс резания (стружкообразование) является одним из сложных физических процессов, при котором возникают и упругие и пластические деформации; этот процесс сопровождается большим трением, тепловыделением, наростообразованием, завиванием и усадкой стружки, повышением твердости деформируемых слоев металла и износом режущего инструмента. Вскрыть физическую сущность процесса резания и установить причины и закономерности явлений, которым он сопровождается, — основная задача науки о резании металлов. Правильное решение этой задачи позволит рационально управлять процессом резания, сделать его более производительным и экономичным, даст возможность получать более качественные обработанные поверхности и детали.
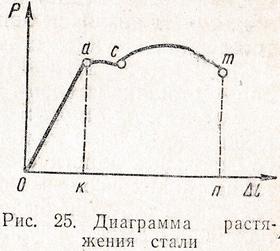
Под действием режущего инструмента срезаемый слой подвергается сжатию. Процессы сжатия и растяжения сопровождаются упругими и пластическими деформациями. В растягиваемом образце до точки α возникают упругие (обратимые) деформации (рис. 25), затем наступает текучесть металла (участок αс), после чего происходят пластические (необратимые) деформации, заканчивающиеся разрушением (разрывом).
Пластическое деформирование заключается в сдвиге одних слоев относительно других по плоскостям скольжения, которые совпадают в основном с направлением наибольших сдвигающих напряжений. Сдвиги происходят между отдельными частицами кристаллического зерна (монокристалла, рис. 26 и между самими зернами в поликристалле*; в результате сдвигов изменяется форма зерен, их размер и взаимное расположение.) Процесс пластического деформирования сопровождается большим тепловыделением и изменением свойств металла; одним из таких изменений является повышение твердости (а, следовательно, и хрупкости).
* Линии сдвига (линии Чернова) легко наблюдаются на отполированном цилиндрическом образце, подвергаемом растяжению или сжатию.

При сжатии картина будет аналогична описанной, только вместо удлинения образца произойдет его укорочение. Процесс сжатия при резании отличается от обычного сжатия образца, заключенного между двумя сближающимися поверхностями, тем, что срезаемый слой связан с остальной массой заготовки; поэтому, если обычное сжатие образца может быть названо свободным сжатием, то сжатие срезаемого слоя при резании можно назвать несвободным; основные закономерности свободного сжатия справедливы и для несвободного сжатия.
Процесс стружкообразования представляет собой процесс упругопластического деформирования (сжатия) срезаемого слоя.
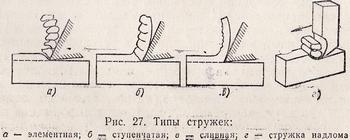
В зависимости от условий обработки срезанный слой (стружка) может быть различных видов. При обработке пластичных металлов (сталей) образуются стружки трех типов: элементная, ступенчатай и сливная (рис. 27, а—в), а при обработке малопластичных металлов — стружка надлома (рис. 27, г).
Элементная стружка получается при обработке твердых и маловязких металлов с малой скоростью резания. Эта стружка состоит из отдельных пластически деформированных элементов, слабо связанных или совсем не связанных между собой. Образование таких элементов стружки было наглядно показано еще И. А. Тиме, положившим начало научному исследованию процесса стружкообразования.
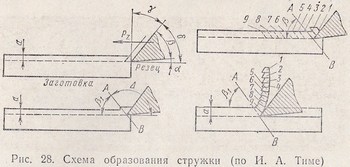
Схема образования элементной стружки при свободном резании дана на рис. 28. Под влиянием силы Pz, приложенной к резцу, последний постепенно вдавливается в массу металла, сжимает его своей передней поверхностью и вызывает сначала упругие, а затем пластические деформации. По мере углубления резца растут напряжения в срезаемом слое, и когда они достигнут величины прочности данного метала, произойдет сдвиг (скалывание) первого элемента по плоскости сдвига AB, составляющей с направлением перемещения резца (с обработанной поверхностью) угол β1. Угол β1 называется углом сдвига (скалывания).
После я первого элемента стружки резец своей передней поверхностью сжимает (деформирует) следующий близлежащий слон металла, в результате чего образуется второй элемент, отделяющийся от основной массы металла по плоскости максимальных касательных напряжений под тем же углом β1 и т. д. В своих опытах И. А. Тиме установил, что в зависимости от угла резания δ угол ∆ = (180°— β1) = 145 ÷ 155° (чем больше δ, тем больше ∆).
Наблюдая за потускнением тщательно отполированных боковых поверхностей свинцовых пластинок, И. А. Тиме первый установил, что срезаемый слой подвергается пластическому деформированию. Позднее (1892—1893 гг.) проф. К. А. Зворыкин определил положение плоскости скалывания теоретическим путем, подтвердив данные И. А. Тиме (по данным К. А. Заворыкина угол ∆=135 ÷ 157°).
Работы советских исследователей показали, что в широком диапазоне положительных и отрицательных значений переднего угла резца угол ∆ имеет несколько большую величину (135 — 170°) и что по всей ширине среза угол сдвига β1 не является величиной постоянной. Поэтому плоскость сдвига правильнее называть поверхностью сдвига.
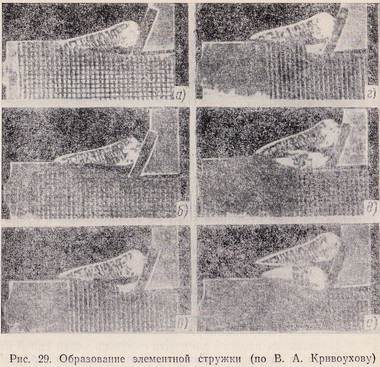
Используя киносъемку, проф. В. А. Кривоухов получил отчетливую картину образования элементной стружки при малой скорости резания (0,625 мм/мин) заготовки из стали 45 (рис. 29); на рис. 29, α один из элементов хотя и образован, но еще окончательно от основной массы металла не отделен; на рис. 29, б этот элемент отделился, и при движении резца продолжается деформация и образование следующего элемента (рис. 29, в, г и д), причем поверхностная часть слоя, превращаемого во второй элемент, уже подверглась пластическому деформированию на некоторую глубину при образовании предыдущего элемента, о чем говорит искривление предварительно нанесенной сетки. Перед отделением элемента по поверхности сдвига сначала, вследствие концентрации напряжения, иногда появляется опережающая трещина, которая, распространяясь кверху, переходит в поверхность сдвига (рис. 29, д). Отделенный второй элемент (рис. 29, е) располагается под первым. Искажение сетки, нанесенной предварительно на боковую поверхность пластинки, показывает, что оба элемента по всему их объему подверглись пластической деформации; искажение сетки вблизи поверхности сдвига показывает, что пластической деформации подверглись и эти слои металла.
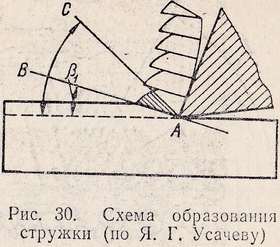
Применив впервые для исследования процесса резания металлографический метод (1912—1914 гг.), Я. Г. Усачев показал, что микроструктура стружки отличается от микроструктуры основной массы обрабатываемого металла и что в самой стружке имеются плоскости скольжения АС (рис. 30), не совпадающие по направлению с поверхностью сдвига АВ. Обнаруженные Я. Г. Усачевым плоскости скольжения представляют собой плоскости, в которых происходят относительные сдвиги частиц металла при его пластическом деформировании (сжатии), перед тем как элемент стружки отделится от основной массы металла по поверхности сдвига. Эти плоскости скольжения являются вынужденным направлением относительных сдвигов частиц металла при образовании стружки, что вызывает сильную деформацию зерна металла.
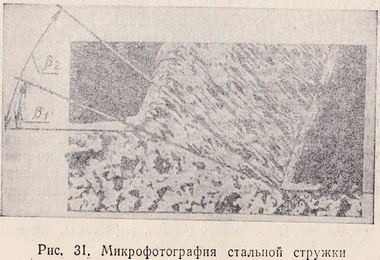
Микрофотография стальной стружки приведена па рис. 31. По сравнению с зернами основной массы металла зерна стружки сильно деформированы (вытянуты) в направлении плоскостей скольжения под углом β2.
Ступенчатая стружка (см. рис. 27, б) получается при обработке заготовок из сталей со средней скоростью резания. Прирезцовая сторона такой стружки гладкая, а на противоположной стороне имеются зазубрины с выраженным направлением отдельных связанных между собой элементов.
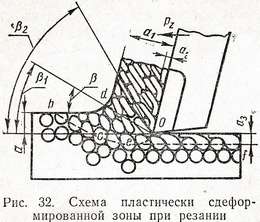
Сливная стружка (см. рис. 27, в) получается при обработке заготовок из сталей с высокой скоростью резания. Она сходит с резца в виде ленты, без зазубрин, присущих ступенчатой стружке. Процесс образования сливной стружки может быть представлен следующим образом. Под действием силы Рz, приложенной к резцу, в обрабатываемой заготовке в зоне оесbdo (рис. 32) создается напряженное состояние, а, следовательно, происходит пластическое деформирование. Каждая частица металла, попадая в граничную зону оесb, начинает пластически деформироваться (вытянутые зерна на рис. 32). По мере перехода от границы оесd к границе оd пластическое деформирование (сдвиг) частиц металла возрастает. На границе оd, т. е. на поверхности наибольших сдвигов, происходит последний сдвиг элементов малой толщины относительно друг друга под углом β2 и переход срезаемого слоя толщиной α в сливную стружку толщиной α1. Поверхность сдвига, направленная под углом β1, является в этом случае верхней границей зоны, непрерывно подвергающейся пластическому деформированию от действия резца. При элементной и ступенчатой стружках эта поверхность была поверхностью, по которой происходило разрушение (скалывание) срезаемого слоя на отдельные элементы.
Чем больше скорость резания, меньше угол резания, тверже обрабатываемый металл, больше толщина среза и выше маслянистость смазочно-охлаждающей жидкости, тем больше угол β1. Пластическое деформирование при резании происходит не только в зоне ocebdo. Стружка, особенно ее прирезцовые слои толщиной а2, подвергается дополнительной пластической деформации от действия сил трения во время скольжения стружки по передней поверхности резца. В результате этой деформации зерна металла у прирезцовой стороны стружки располагаются в направлении, параллельном передней поверхности резца. Толщина а2 составляет 2—20% толщины стружки.
Дополнительной деформации, вследствие упругого последействия обработанной поверхности и большого ее трения о заднюю поверхность резца, подвергаются и слои (толщиной а3), расположенные близко к обработанной поверхности.
Учитывая, что срезанная стружка пластически деформирована по всей толщине и что пластическая деформация распространяется также в глубину от обработанной поверхности и от поверхности резания, общую зону распространения пластической деформации при стружкообразовании можно очертить границей bсef (см. рис. 32) *.
Кроме стружек указанных типов при обработке заготовок из сталей могут образовываться и промежуточные стружки. Чем больше скорость резания и вязкость обрабатываемого металла, меньше угол резания и толщина среза и выше качество смазочно-охлаждающей жидкости, тем стружка ближе к сливной.
Еще И. А. Тиме в своих работах указывал на переменность силы, действующей на резец со стороны срезаемого слоя. Наименьшее значение силы резания при элементной стружке будет при образовании первого элемента. По мере продвижения резца и увеличения деформации элемента сила резания будет возрастать, достигая наибольшего значения в момент скалывания элемента, а затем уменьшаться до некоторого значения, но не до нуля, так как второй элемент стружки начинает деформироваться несколько раньше, чем заканчивается скалывание первого элемента. Такое изменение силы резания вызывает неравномерную нагрузку на резец, заготовку и все части станка, что при недостаточной жесткости может привести к вибрациям и ухудшению качества обработанной поверхности. При ступенчатой стружке сила резания будет изменяться меньше, чем при элементной, и работа будет протекать более спокойно. Еще меньше сила резания будет изменяться при сливной стружке, что наряду с более равномерной нагрузкой на систему СПИД будет способствовать получению обработанной поверхности более высокого класса шероховатости.
Таким образом, по типу стружки можно судить о качественной стороне протекания процесса резания. Получение сливной стружки вместо стружки скалывания и ступенчатой во многом подтверждает правильность назначенных геометрических элементов режущей части резца и элементов режимов резания.
Стружка надлома (см. рис. 27, г) получается при обработке малопластичных металлов (твердых чугуна и бронзы). Стружка состоит из отдельных как бы выломанных элементов разнообразной формы не связанных или очень слабо связанных между собой. Опережающая трещина при образовании стружки надлома распространяется сразу вдоль всей поверхности сдвига, по которой стружка отделяется от основной массы металла. «Сыпучая» стружка надлома пластически мало деформирована, но она создает резко неравномерную нагрузку на всю систему СПИД. Обработанная поверхность при образовании такой стружки получается шероховатой, с большими впадинами и выступами. Будучи слабо связанными между собой, элементы стружки надлома имеют малое относительное перемещение по передней поверхности резца. В определенных условиях, при обработке заготовок из чугунов средней твердости, стружка надлома может получиться в виде колец, но сходство со сливной стружкой здесь только внешнее. Достаточно слегка сжать такую стружку в руке, как она легко разрушится на отдельные элементы.
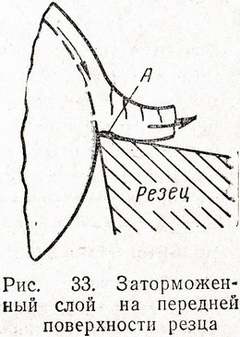
При соприкосновении резца с деформируемой частью металла вследствие большого давления резца и вызванного этим давлением пластического деформирования близлежащих к передней поверхности слоев, а также наличия микронеровностей на передней поверхности резца между ними (т. е. между резцом и деформированным слоем), происходит зацепление. Это зацепление создает на передней поверхности резца тонкий заторможенный слой А (рис. 33). Чем грубее обработана передняя поверхность резца, тем больше толщина заторможенного слоя, относительно которого начнет течь пластически деформированный по всей толщине среза и уходящий в стружку металл. Торможению тонкого слоя металла в зоне деформации способствует и молекулярное сцепление (прилипание) поверхностей контакта стружки и резца.
При перемещении стружки силы внутреннего трения, действующие в слоях перехода от тонкого заторможенного слоя к основной массе стружки, производят дополнительные деформации в этих слоях, направление сдвигов которых совпадает с направлением передней поверхности резца.
В заторможенном слое, который деформирован больше слоев стружки, соприкасающихся с ним, сдвиги происходят со значительно меньшими скоростями, а потому наличие заторможенного слоя, расположенного у самой режущей кромки, создает такие условия, при которых наибольшее относительное скольжение стружки по передней поверхности резца, а, следовательно, и трение, вызванное этим скольжением, будет протекать на некотором расстоянии от режущей кромки. Этим и объясняется то, что, несмотря на наибольшее давление у самой режущей кромки, износ резца по передней поверхности (в виде лунки) начинается на некотором расстоянии от режущей кромки. Центр лунки износа принято называть центром давления стружки на резец.
