На рис. 1 приведена схема работы многорезцового полуавтомата. Обработка зоготовки 2 ведется несколькими одновременно работающими резцами, установленными на продольном 12 и поперечном 3 суппортах. Одновременная работа большого числа резцов, каждый из которых обрабатывает свой участок заготовки, позволяет получить деталь заданных формы и размеров путем простейших и коротких циклов работы суппортов и, следовательно, значительно сократить время обработки. Снятие детали, установку заготовки, ее зажим в патроне или в центрах передней 1 и задней 4 бабок, а также пуск станка производят вручную. Подвод суппортов с резцами, обработка заготовки, возврат суппортов в исходное положение и остановка станка производятся автоматически.
Продольный суппорт 12 перемещается вместе с планками 6 и 8 относительно неподвижной линейки 10. При этом ролик 7 суппорта перекатывается по рабочей поверхности линейки 10 и постоянно прижимается к ней пружинами 11. Цикл работы продольного суппорта следующий:
Отскок суппорта в конце обработки (примерно на 1 мм) и возврат его в первоначальное положение в конце отхода назад (участки траектории г-д и к-а) осуществляются с помощью планок 6 и 8. Обе планки перемещаются имеете с суппортом, при этом планка б может перемещаться относительно суппорта в продольном направлении. В начале работы суппорта обе планки установлены относительно друг друга так, что соприкасаются выступами (как показано на рисунке). В конце обтачивания планка 6 подходит к упору 9 и смещается им относительно планки 8 вправо, в результате чего ее выступы устанавливаются против впадин планки 8.
Суппорт 12 вместе с роликом 7, линейкой 10 и планкой 8 под действием пружины 11 отскакивает назад на глубину впадины планки 8. В результате этого резцы при отходе суппорта вправо не касаются обработанной поверхности детали. После возвращения суппорта в исходное правое положение планка 6 касается второго упора 5 и смещается им влево в первоначальное положение, т. е. ее выступы устанавливаются опять против выступов планки 8. В результате суппорт с резцами, линейка 10 и планка 8 устанавливаются в первоначальное рабочее положение (точка а).
Многорезцовый токарный полуавтомат мод. 1Н713 предназначен для высокопроизводительной черновой и чистовой обработки в условиях серийного и массового производства заготовок шестерен, валов, колец, фланцев и других деталей в патроне или центрах при помощи многорезцовой наладки или копира. Станок можно встраивать в автоматические линии.
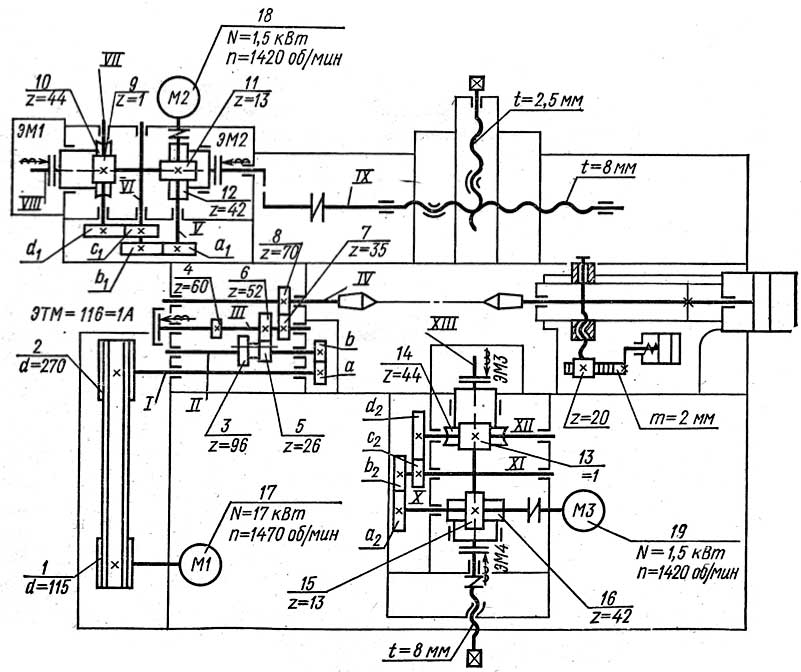
Кинематическая схема станка изображена на рис. 2. От электродвигателя 11 через клиноременную передачу 1-2, вал 1, сменные зубчатые колеса а — b, вал 11, зубчатые колеса 3-4 или 5-6, вал III и зубчатые колеса 7-8 вращение передается шпинделю IV.
Рис. 2 Кинематическая схема полуавтомата мод. 1Н713
Движения подачи продольного и поперечного суппортов осуществляются от автономных коробок подач (АКП-2). Рабочее движение продольного суппорта осуществляется но цепи: электродвигатель 18, гитара сменных колес а1 — b1 , c1 –d1 червячная передача 9-10, муфта ЭМ1, ходовой .винт IX, суппорт.
Быстрое перемещение продольного суппорта осуществляется но цепи: электродвигатель 18, вал V, винтовая зубчатая передача 11-12, муфта ЭМ2, ходовой винт IX, суппорт.
Рабочее движение поперечного суппорта осуществляется по цепи: электродвигатель 19, гитара сменных колес a2 — b2, c2 — d2, червячная передача 13 — 14, муфта ЭМЗ, вал XIII, ходовой винт, суппорт.
Быстрое перемещение поперечного суппорта осуществляется по цепи: f электродвигатель 19, вал X, винтовая зубчатая передача 15-16, муфта ЭМ4, вал XIII, ходовой винт, суппорт.
Разница между энергией электрического поля и энергией магнитного поля примерно такая же, как между энергией,…
Когда-то легендарный пастух Магнес, нашел природный магнитный камень, притягивающий железо. В последствии этот камень назвали магнетит или магнитный…
В электрических цепях применяются различные способы соединения конденсаторов. Соединение конденсаторов может производиться: последовательно, параллельно и последовательно-параллельно (последнее иногда называют смешанное соединение конденсаторов). Существующие…
Обозначение конденсаторов на схемах определено ЕСКД ГОСТ 2.728-74. Обозначения условные графические в схемах. Резисторы, конденсаторы. Итак,…
Узнав, что же такое конденсатор, рассмотрим, какие бывают виды конденсаторов. Итак, виды конденсаторов можно классифицировать по…
Вся энергия заряженного конденсатора сосредотачивается в электрическом поле между его пластинами. Энергию, накопленную в конденсаторе, можно определить…
{kind=link}
{kind=link}