Образование фасонной поверхности детали при обработке заготовки на копировальном полуавтомате осуществляется одним резцом, установленным в копировальном суппорте. Принцип действия гидравлических копировальных устройств основан на применении следящих золотников.
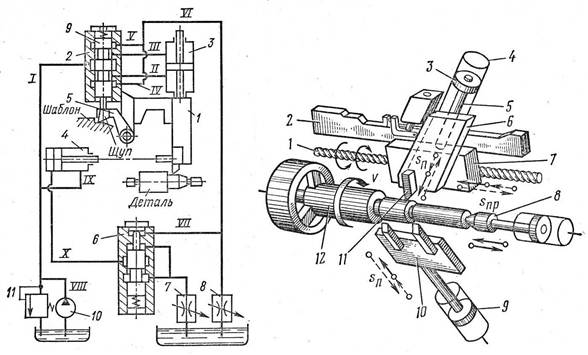
На рис. 1 показана принципиальная схема гидравлического привода суппорта токарно-копировальных полуавтоматов. Копировальный суппорт 1, имеющий поперечное перемещение, жестко связан с корпусом 2 следящего золотника и со штоком поршня неподвижного гидроцилиндра 3 поперечной подачи. Продольная подача салазок суппорта осуществляется с помощью гидроцилиндра 4. Плунжер 9 следящего золотника прижимается пружиной к рычагу 5, наконечник которого (щуп) находится в контакте с неподвижным шаблоном или эталонной деталью. Таким образом, рычаг 5 удерживает плунжер золотника в определенном положении относительно копира. При перемещении щупа вверх или вниз плунжер получит такое же перемещение.
Рис. 1 Принципиальная гидравлическая схема копировального полуавтомата, Рис. 2 Схема работы и движения в станке
При смещении плунжера вверх масло от насоса 10 по трассам VIII и I поступает в среднюю полость корпуса 2, а затем по трассе II ~ в нижнюю полость цилиндра 3, и поршень вместе с суппортом 1 получит движение в том же направлении, что и плунжер. Вместе с суппортом будет перемещаться и корпус 2 золотника, который в результате займет первоначальное положение относительно плунжера (как показано на схеме). Подача масла через золотник прекратится, и суппорт остановится. То же произойдет при перемещении плунжера золотника по шаблону вниз.
Таким образом, перемещение щупа, а вместе с ним и плунжера вверх или вниз вызывает такое же перемещение поршня гидроцилиндра и связанного с ним суппорта 1 с резцом. Поэтому резец, повторяя движение щупа, будет обрабатывать деталь по профилю копира. Масло, вытесняемое из верхней полости цилиндра 3 (при движении поршня вверх) или из его нижней полости (при движении вниз), идет по трассам III или II, затем через крайние выточки в корпусе золотника поступает в трассу V или IV, далее — в трассу VI и через дроссель S сливается в бак.
В процессе обработки, помимо поперечного перемещения салазок (одна координата), сообщается и продольное перемещение каретке суппорта (другая координата). При этом масло от насоса 10, пройдя по трассам VIII, I и IX, через распределительное устройство (на схеме не показано) подается в правую полость цилиндра 4, и шток поршня перемещает каретку суппорта влево. Масло из левой полости цилиндра по трассе X через автоматический регулятор скорости 6 и дроссель 7 сливается в бак. Таким образом, резец может получать движение подачи по двум координатам. Результирующая подача резца определяется величиной проходных сечений дросселей 7 и 8, первый из которых регулирует скорость продольной подачи, а второй — поперечной. Клапан 11 предохраняет систему от перегрузки и отводит излишки масла в бак.
По принципу работы эти станки (рис. 2) во многом похожи на копировальные полуавтоматы. Обработка основного профиля заготовки 12, устанавливаемой в центрах шпиндельной и задней бабок, производится резцом 11 копировального суппорта. При этом обработку можно производить как одним резцом, так и блоком резцов (до шести-восьми), или же резцами с двух накладных копировальных суппортов с независимым управлением каждым суппортом по отдельному копиру.
Операции по проточке канавок, подрезке торцов и другие выполняются резцами поперечного суппорта 10, который в отличие от суппорта копировальных полуавтоматов выполнен в виде отдельного узла с самостоятельным приводом. Это позволяет при использовании двух поперечных суппортов обеспечить их независимую работу.
Продольная (задающая) подача каретки 7 копировального суппорта в этих полуавтоматах механическая и производится с помощью передачи ходовой винт — гайка. Гайка этой передачи жестко закреплена на каретке 7. При реверсировании ходового винта 1 копировальный суппорт перемещается влево или вправо.
Поперечное перемещение верхней части 6 копировального суппорта осуществляется однокоординатной гидравлической следящей системой, управляемой от копира 2. Верхняя часть суппорта, как и в копировальных полуавтоматах, жестко соединена с гидроцилиндром 4, а неподвижный поршень 3 посредством штока 5 — с продольной кареткой суппорта. Перемещение поперечного суппорта и пиноли задней бабки 8 осуществляется также гидроприводом, однако здесь суппорт 10 связан непосредственно с поршнем 9 гидроцилиндра.
Назначение — черновая и чистовая обработка в центрах деталей типа валов с прямолинейными и криволинейными образующими. Станок гидрофицирован, снабжен однокоординатной следящей системой и обеспечивает обработку деталей одним или несколькими резцами, или же многорезцово-копировальным способом.
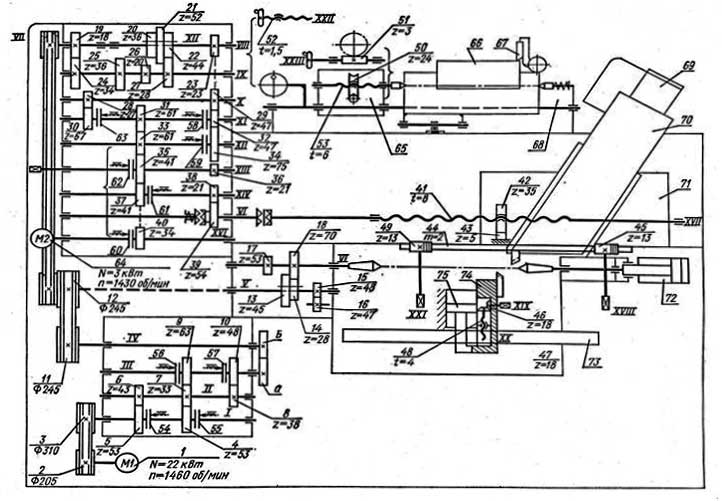
Кинематическая схема станка представлена на рис. 3.
Рис. 3 Кинематическая схема станка мод. 1713
Главное движение осуществляется от электродвигателя 1 через ременную передачу 2, 3, четырехступенчатую коробку скоростей 4, 10 и гитару скоростей а-b, ременную передачу 11-12, вал V колеса 13-17 или 14-18. Привод суппортов и пиноли задней бабки — гидравлический. Продольную подачу копировального суппорта 71 осуществляет винтовая пара 41-42, а поперечное перемещение его салазок 70 — гидроцилиндр 69. Щуп, находящийся в контакте со штоком следящего золотника (на рисунке не показаны), упирается в эталонную деталь 66, закрепленную в центрах бабок 65 и 68. Поперечную подачу поперечный (подрезной) суппорт 74 получает от гидроцилиндра 75.
Управление автоматическим циклом движения суппортов, перемещения и зажима пиноли задней бабки осуществляется системой электроавтоматики трех гидропанелей: копировального суппорта, подрезного суппорта задней бабки. Гидравлическая панель копировального суппорта выполняет следующие движения: быстрый продольный подвод, ускоренное поперечное перемещение, копирование на первой или второй рабочей подаче, быстрый отвод в продольном и поперечном направлениях; «стоп» в любом положении.
Разница между энергией электрического поля и энергией магнитного поля примерно такая же, как между энергией,…
Когда-то легендарный пастух Магнес, нашел природный магнитный камень, притягивающий железо. В последствии этот камень назвали магнетит или магнитный…
В электрических цепях применяются различные способы соединения конденсаторов. Соединение конденсаторов может производиться: последовательно, параллельно и последовательно-параллельно (последнее иногда называют смешанное соединение конденсаторов). Существующие…
Обозначение конденсаторов на схемах определено ЕСКД ГОСТ 2.728-74. Обозначения условные графические в схемах. Резисторы, конденсаторы. Итак,…
Узнав, что же такое конденсатор, рассмотрим, какие бывают виды конденсаторов. Итак, виды конденсаторов можно классифицировать по…
Вся энергия заряженного конденсатора сосредотачивается в электрическом поле между его пластинами. Энергию, накопленную в конденсаторе, можно определить…
{kind=link}
{kind=link}