Фрезерные станки снабжают приспособлениями, которые подразделяют на универсальные, нормализованные и специальные. К универсальным приспособлениям относятся: делительные головки, вращающиеся, угловые и поворотные столы и машинные тиски.
Универсальные делительные головки применяют для периодического поворота заготовки на определенный заданный угол (методом непосредственного, простого или дифференциального деления); непрерывного вращения заготовки при фрезеровании винтовых поверхностей (канавок фрез, разверток, сверл и т. п.); установки заготовки в заданное угловое положение относительно плоскости стола станка.
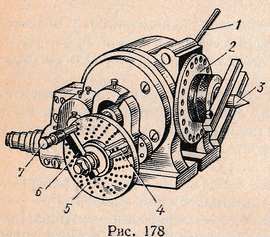 На рис. 178 показана универсальная делительная головка, которая работает следующим образом: делительный диск 2 непосредственного деления установлен на шпинделе 3 головки и фиксируется защелкой 1. Сменный делительный диск 5 установлен на оси рукоятки 6, на которой расположены также раздвижные втулки 4, фиксирующие угол развилки при делении. Заготовку устанавливают на оправку, которую закрепляют между центрами делительной головки и задней бабки фрезерного станка. На шпинделе может быть установлен патрон, предназначенный для закрепления заготовки, не имеющей центровых отверстий.
На рис. 178 показана универсальная делительная головка, которая работает следующим образом: делительный диск 2 непосредственного деления установлен на шпинделе 3 головки и фиксируется защелкой 1. Сменный делительный диск 5 установлен на оси рукоятки 6, на которой расположены также раздвижные втулки 4, фиксирующие угол развилки при делении. Заготовку устанавливают на оправку, которую закрепляют между центрами делительной головки и задней бабки фрезерного станка. На шпинделе может быть установлен патрон, предназначенный для закрепления заготовки, не имеющей центровых отверстий.
Делительную головку снабжают тремя дисками 5, в каждом из которых имеется по шести расположенных по окружности рядов отверстий: в рядах первого диска — 15, 16, 17, 18, 19 и 20 отверстий; второго — 21, 22, 27, 29, 31 и 33; третьего — 36, 39, 41, 43, 47 и 49. Отверстия в каждом ряду расположены на равном расстоянии одно от другого.
Для поворота заготовки на требуемый угол выводят штифт 7 из делительного диска; затем рукояткой поворачивают шпиндель на требуемый угол и после этого вводят штифт в соответствующее отверстие диска. В универсальных делительных головках с червячной передачей колесо обычно имеет 40 зубьев, а червяк является однозаходным; следовательно, передаточное отношение червячной пары і = 1/40.
Если оси заготовки нужно придать наклонное положение относительно плоскости стола, поворотную часть универсальной головки устанавливают под требуемым углом и закрепляют болтами. При использовании универсальных делительных головок погрешность угла деления не превышает ±1′.
Оптические делительные головки применяют для особо точных работ в тех случаях, когда требуется поворот обрабатываемой заготовки на нужный угол с отклонением не более 0,25′. Такие головки снабжены лимбом, по которому производят отсчет показаний, наблюдая шкалу лимба в окуляр оптической системы, встроенной в делительную головку.
Вращающиеся универсальные столы являются принадлежностью универсально-фрезерных станков, но их используют и на вертикально-фрезерных станках, когда требуется придать заготовке, закрепленной на столе, вращательное движение в горизонтальной плоскости. Стол можно вращать вручную или от механического привода.
Угловые столы служат для того, чтобы устанавливать плоскость заготовки, подлежащей обработке, под заданным углом к плоскости стола станка.
Поворотные столы применяют для многопозиционной обработки. На столе закрепляют два одинаковых приспособления и во время обработки заготовки, закрепленной в одном из них, устанавливают новую заготовку в другое приспособление. По окончании фрезерования одной заготовки стол поворачивают вокруг вертикальной оси, подводя вновь установленную заготовку в зону обработки. Таким образом, вспомогательное время на установку и закрепление заготовок, а также на открепление и снятие обработанных заготовок перекрывается машинным временем.
Особенностью всех перечисленных приспособлений является высокая жесткость корпуса и зажимных элементов. Это требование обусловлено тем, что при фрезеровании контакт лезвий режущего инструмента с обрабатываемой заготовкой является прерывистым, вследствие чего опасность появления вибраций при фрезеровании больше, чем, например, при точении или сверлении.
Приспособления для фрезерных работ обычно размещают на столах станков и перемещают вместе с ними со скоростью подачи.
Размещение приспособлений зависит от площади стола станка; обычно на столах фрезерных станков можно наряду с одноместными применять многоместные приспособления с большим разнообразием приводов и зажимных устройств. В связи с тем, что при фрезеровании возникают большие силы резания, а также вибрации обрабатываемых заготовок, для обеспечения заданной точности и надежности применяют усиливающие зажимные устройства различного типа.
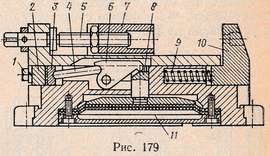 Для фрезерных работ используют типовые и универсальные приспособления, к числу которых относятся пневматические станочные тиски (рис. 179). С помощью болтов 1 концы П-об-разной подвижной губки 10 соединены с планкой 2. Неподвижная губка 7 может быть установлена в необходимое положение винтом 5. При зажиме заготовки шток 8 пневматической камеры 11с помощью рычага 6, стержня 4 и вкладыша 3 перемещает подвижную губку 10. Обратный ход губки 10 совершается посредством пружины 9.
Для фрезерных работ используют типовые и универсальные приспособления, к числу которых относятся пневматические станочные тиски (рис. 179). С помощью болтов 1 концы П-об-разной подвижной губки 10 соединены с планкой 2. Неподвижная губка 7 может быть установлена в необходимое положение винтом 5. При зажиме заготовки шток 8 пневматической камеры 11с помощью рычага 6, стержня 4 и вкладыша 3 перемещает подвижную губку 10. Обратный ход губки 10 совершается посредством пружины 9.
Для фрезерования по контуру, если изготовлять специальные приспособления нецелесообразно, применяют пневматические поворотные машинные тиски (рис. 180). Поворотный корпус 8 приспособления, в нижней части которого размещена пневматическая камера, крепят на неподвижном основании 7. Опорный стальной диск 6 обеспечивает передачу давления от диафрагмы на шток 5, а затем посредством рычага 2 и толкателя 1 — подвижной губке 3. В первоначальное положение подвижная губка возвращается пружиной 4.
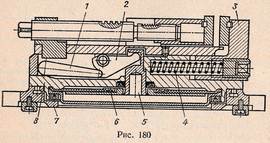
При обработке штампованных заготовок можно применять сменные накладки, соответствующие по форме обрабатываемым заготовкам, причем одну из накладок выполняют качающейся, чтобы обеспечить самоустанавливание по контуру заготовки.
К типовым приспособлениям относятся также пневматические приспособления без усиливающих устройств, где шток зажимает заготовку. Однако их применяют только при небольших силах резания, кроме того, необходимо предварительно подготовить места зажима.
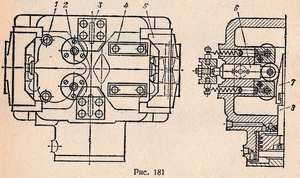 Наиболее распространенным типовым приспособлением для фрезерных работ является пневматическое зажимное устройство с клиновым усиливающим механизмом. Преимуществом этого усиливающего механизма являются постоянство зажимной силы и высокая жесткость конструкции, что особенно существенно при фрезеровании заготовок с установкой по необработанным поверхностям. На рис. 181 показано двухпозиционное пневматическое приспособление с клиновым усиливающим механизмом. На первой позиции этого приспособления заготовку устанавливают необработанной поверхностью на две жесткие опоры 1 и на две самоустанавливающиеся опоры 2. На второй позиции заготовка обработанной поверхностью устанавливается на жесткие опорные планки 4. Плавающий двусторонний клин 7 соединен со штоком 8 пневмоцилиндра Т-образным пазом. Зажимная сила передается плунжером 6 посредством сухарей качающимся планкам 5, прижимающим заготовку к планкам 3.
Наиболее распространенным типовым приспособлением для фрезерных работ является пневматическое зажимное устройство с клиновым усиливающим механизмом. Преимуществом этого усиливающего механизма являются постоянство зажимной силы и высокая жесткость конструкции, что особенно существенно при фрезеровании заготовок с установкой по необработанным поверхностям. На рис. 181 показано двухпозиционное пневматическое приспособление с клиновым усиливающим механизмом. На первой позиции этого приспособления заготовку устанавливают необработанной поверхностью на две жесткие опоры 1 и на две самоустанавливающиеся опоры 2. На второй позиции заготовка обработанной поверхностью устанавливается на жесткие опорные планки 4. Плавающий двусторонний клин 7 соединен со штоком 8 пневмоцилиндра Т-образным пазом. Зажимная сила передается плунжером 6 посредством сухарей качающимся планкам 5, прижимающим заготовку к планкам 3.
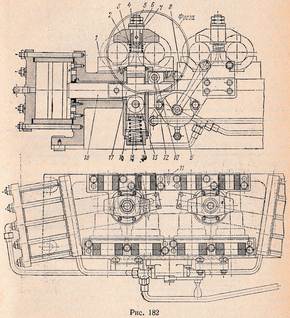
Для фрезерования торцов цилиндрических поковок применяют многоместные приспособления с пневматическим приводом. На рис. 182 показано четырехместное приспособление для фрезерования торцов заготовки карданного вала на горизонтально-фрезерном станке.
Обрабатываемые заготовки устанавливают на призмы 1 и 8 до упора торцами в болты, ввернутые в кронштейны, которые укреплены на корпусе приспособления. Заготовки зажимают с помощью двух пневмоцилиндров, каждый из которых зажимает две заготовки. Цилиндры прикреплены к торцам корпуса приспособления в наклонном положении, что сокращает габариты приспособления.
Штоки 18 цилиндров соединены с клиньями 17, которые проходят через пазы в плунжерах 14 и наклонными плоскостями упираются в ролики 16, установленные в пазах плунжеров на осях 13. Своей верхней плоскостью клинья опираются на ролики 10, сидящие на осях 12 и запрессованные в корпус приспособления. На плунжеры 14 надеты прижимные планки 2, которые пружинами 3 постоянно прижимаются к шайбам 6 и 7, надетым на шпильки 5.
Прижимные планки 2 удерживают и регулируют гайками 4. Заготовки зажимают и освобождают поворотом рукоятки крана 9. При зажиме клинья движутся внутрь приспособления и своими наклонными плоскостями передвигают вниз плунжеры 14, которые планками 2 зажимают в призмах обрабатываемые заготовки. При обратном движении клиньев пружины 15 перемещают плунжеры 14 вверх и освобождают заготовки от зажимов.
Угол клина, равный 10°, увеличивает силу действия цилиндров в 3,3 раза (с учетом потерь на трение в клиновом механизме). Благодаря опорным роликам 16 и 10 КПД клинового механизма возрастает на 30%. Подвижное соединение клиньев со штоком цилиндров не требует точного растачивания отверстий под оси роликов 10 и сложной подготовки роликов и клиньев для обеспечения их касания.
Ход плунжеров составляет 8…14 мм, что позволяет (не поворачивая планки 2) устанавливать и снимать обрабатываемые заготовки при крайнем верхнем положении планок; ролики 16 при этом упираются в плоскость клиньев. Для установки фрез к корпусу приспособления привернут шаблон 11.
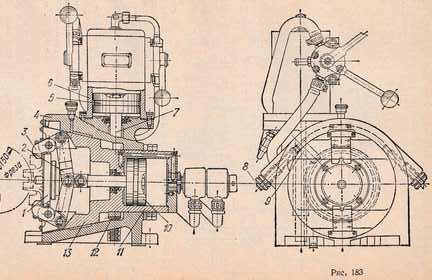
На рис. 183 показана конструкция поворотного пневматического приспособления для фрезерования в заготовке пазов, расположенных под углом 90°. Пневматическое приспособление состоит из корпуса 4, посадочного пальца 1, зажимных рычагов 3, траверс 2, поворотного корпуса 13 с пневмоцилиндром 11, зубчатого колеса 12, пневмоцилиндра 6 и штока-рейки 7.
После установки обрабатываемой заготовки на посадочный палец 1 включают цилиндр 11. Сжатый воздух при поступлении в правую полость цилиндра перемещают поршень 10 влево. Посредством траверс 2 поршень 10 прижимает обрабатываемую заготовку рычагами 3 к торцу посадочного пальца 1.
После фрезерования первого паза и возвращения приспособления в исходное положение включается второй пневмоцнлиндр 6; сжатый воздух при поступлении в верхнюю полость цилиндра 6 перемещает поршень 5 и шток-рейку 7 вниз. При этом зубчатое колесо 12, жестко посаженное в поворотном корпусе 13, поворачивает корпус на 90° до упора штифта 9 в регулируемый штифт 8.
После фрезерования второго паза цилиндр 11 отключается, обработанная заготовка освобождается от зажима и ее снимают с приспособления.

На рис. 184 приведена конструкция пневматического двухместного приспособления, которое не только крепит, но и перемешает обрабатываемую заготовку до соприкосновения с опорами. Обрабатываемые заготовки устанавливают на четыре опорные планки 10 и прижимают к планкам 12 и штырям 11. Зажимная сила развивается подвижным пневмоцилиндром 1, расположенным в корпусе приспособления. На корпусе приспособления находится хомут 3, который связан шарниром с тягами 4, поворачивающими прихваты 5 вокруг неподвижных осей 6 при перемещении цилиндра. На шток поршня 2 цилиндра посажен Т-образный прихват 9, в стержне которого имеется винтовой паз 8.
При включении распределительного крана 7 сжатый воздух поступает в полость А пневматического цилиндра и перемещает цилиндр и поршень со штоком в противоположные стороны, обеспечивая возможность установки обрабатываемых заготовок в приспособлении. При движении цилиндра хомут 3 и тяга 4 отводят в стороны прихваты 5. Перемещение штока с поршнем вызывает отвод с одновременным поворотом на 90° Т-образного прихвата 9.
После установки обрабатываемых заготовок сжатый воздух направляется распределительным краном в рабочую полость Б пневмоцилиндра, а из полости А — в атмосферу. В этом случае цилиндр и шток с поршнем перемещаются в обратном направлении, причем прихват 9, поворачиваясь на 90°, занимает горизонтальное положение и досылает обрабатываемую заготовку до упора со штырями 11, а боковые прихваты 5 зажимают заготовки.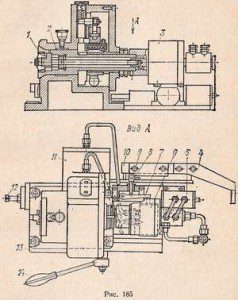
При обработке заготовок массового применения используют пневматические приспособления с автоматизированным управлением. На рис. 185 показана конструкция пневматического приспособления для фрезерования шестигранника с автоматическим креплением и поворотом обрабатываемой заготовки. Приспособление устанавливают на специальном столе, верхняя часть которого может перемещаться с помощью зубчатого колеса и рейки от рукоятки 14. В средней части шпинделя находится делительный механизм с приводом от пневмоцилиндра 11. Заготовку зажимают в цанге 1, управляемой от пневмоцилиндра 3, установленного на вращающемся шпинделе 2 приспособления. На подвижной плите 13 стола смонтированы золотник 5 для управления цилиндром 3 и золотник 6 для управления цилиндром 11, на неподвижной части стола — кронштейн 10, к которому прикреплен копир 9, и упор 4. При повороте рукоятки 14 по часовой стрелке конец плунжера золотника 5 упирается в упор 4 и направляет сжатый воздух в правую полость пневмоцилиндра 3 — цанга разжимается для установки заготовки. При повороте рукоятки 14 против часовой стрелки плунжер золотника 5, отходя от упора 4 под действием пружины, направляет сжатый воздух в левую полость цилиндра 3, при этом цанга зажимает обрабатываемую заготовку.
Приспособление в этом случае перемещается влево к фрезам. Когда приспособление достигнет упора 12, осуществляется рабочая подача. После фрезерования левой пары граней приспособление отводят вправо, при этом копир 9 отжимает плунжер 8, переключая рычагом 7 плунжер золотника 6, который направляет сжатый воздух в левую полость цилиндра, поворачивая шпиндель приспособления в следующее положение. При подаче приспособления влево, к фрезам, плунжер 8 отводится от копира 9, а плунжер золотника 6 возвращается в исходное положение под действием пружины; при этом сжаты и воздух направляется в правую полость цилиндра 11 и, передвигая поршень, вводит в действие делительный механизм поворота шпинделя. При дальнейшем движении рукоятки 14 осуществляется фрезерование последней пары граней и приспособление отводится вправо, пока плунжер золотника 5 не дойдет до упора 4, разжимая при этом цангу 1.
Установка новых и переточенных фрез производится с помощью направляющих элементов приспособления, называемых габаритом. Между габаритами и фрезой вводится щуп заранее заданного размера.
