Расточные станки применяют главным образом для обработки в заготовках корпусных деталей отверстий с точно координированными осями (блоки двигателей, коробки передач и т. п.). Универсально-расточные станки подразделяют на станки для обычных расточных работ и для точных расточных работ; к последним, в частности, относятся координатно-расточные станки; служащие для обработки отверстий с особо точными межцентровыми расстояниями. Они бывают горизонтальные и вертикальные.
На горизонтально-расточных станках можно сверлить и развертывать отверстия, нарезать в них резьбу и фрезеровать плоскости. Такие станки применяют в единичном и мелкосерийном производстве для обработки заготовок корпусных деталей.
Отверстия больших диаметров в различных заготовках в условиях массового производства растачивают на многошпиндельных расточных станках, применяя в качестве инструмента расточные головки. В единичном и мелкосерийном производстве отверстия обрабатывают по разметке, в крупносерийном и массовом производстве применяют устройства для координатного растачивания и кондукторы, т. е. специальные приспособления для направления режущих инструментов.
На столе можно установить специальное дополнительное вращающееся приспособление, чтобы получить круговые движения обрабатываемой заготовки, когда необходимо растачивать отверстия под некоторым углом в горизонтальной плоскости с одной установки.
Обрабатываемую заготовку устанавливают или на столе, укрепляя ее обычными крепежными средствами, или в специальном приспособлении, если этого требует технологический процесс изготовления детали.

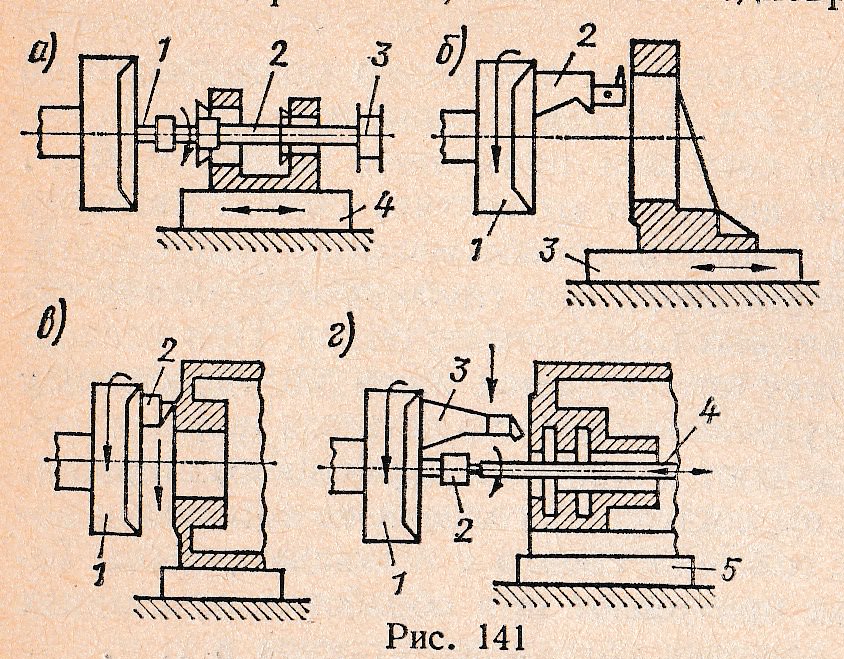
На рис. 141 показаны основные виды работ, выполняемые на горизонтально-расточном станке, с указанием движений основных узлов станка. На рис. 141, α показано одновременное растачивание двух концентричных отверстий резцами, закрепленными на борштанге 2, которую приводит во вращение шпиндель 1 и поддерживает люнет 3 задней стойки. При обработке заготовки стол 4 перемещается параллельно оси шпинделя (продольная подача). Этот способ растачивания с продольной подачей стола применяют в случае, когда расположенные соосно растачиваемые отверстия имеют значительную длину и возможен прогиб борштанги 2.
На рис. 141, б показано растачивание отверстия большого диаметра с помощью резца, закрепленного в резцедержателе 2, который укреплен на планшайбе 1. Продольная подача заготовки осуществляется движением стола 3, а радиальная подача резца — радиальным перемещением резцедержателя на планшайбе. Этим способом можно растачивать отверстия большого диаметра, но сравнительно малой длины.
На рис. 141, в показана обработка «летучим» суппортом торца заготовки после растачивания отверстия. В данном случае заготовка неподвижна и стол не перемещается. Планшайба 1 вращает резцедержатель 2 с закрепленным резцом, который перемещается радиально, обрабатывая торцевую поверхность заготовки. Эта операция часто встречается при обработке больших несимметричных поверхностей.
На рис. 141, г показан пример совместной работы шпинделя 2 и планшайбы 1. Одновременно растачивается отверстие резцом, закрепленным на борштанге 4, и обрабатывается торец заготовки резцом, закрепленным в резцедержателе 3. Заготовка вместе со столом 5 неподвижна.
При координатном растачивании положение осей растачиваемых отверстий задается двумя размерами (координатами), которые отсчитываются от базисных установочных плоскостей детали. Установку оси шпинделя расточного станка на заданные координаты осуществляют с помощью градуированных линеек и нониусов, имеющихся на станке, или с помощью специальных регулируемых вкладышей. Перед растачиванием производят проверку правильности установки детали на столе станка индикатором, закрепленным в шпинделе станка, затем установку шпинделя в нулевое положение с помощью ловителя, вставляемого в конце шпинделя станка, с проверкой щупом. После этого можно начать растачивание, предварительно совместив ось шпинделя и ось растачиваемого отверстия. Координатное растачивание повышает точность межцентровых расстояний и их соосность, упрощает обработку и увеличивает производительность.
