При многоручьевой штамповке штамп имеет несколько ручьев постепенно усложняющейся формы. В каждом из них осуществляется необходимое формоизменение заготовки с постепенным приближением к окончательной форме и размерам поковки.
Ручьи в штампах по назначению делятся на штамповочные, заготовительные и отрубные.
Штамповочный окончательный ручей служит для придания поковке окончательной формы. Его форма с учетом усадки металла при остывании в точности соответствует форме поковки. С целью уменьшения износа окончательного штамповочного ручья применяют штамповочный предварительный ручей, форма которого также в основном повторяет форму поковки. Этот ручей не имеет облойной канавки, поэтому металл при штамповке может вытекать в полость между штампами.
Заготовительные ручьи применяют с тем, чтобы придать заготовке форму, благоприятную для штамповки в окончательном ручье с минимальным отходом металла в облой.
Отрубные ручьи служат для отделения отштампованной поковки от прутка при последовательной штамповке нескольких поковок от одной заготовки или отделения клещевины от поковки при штучной штамповке.
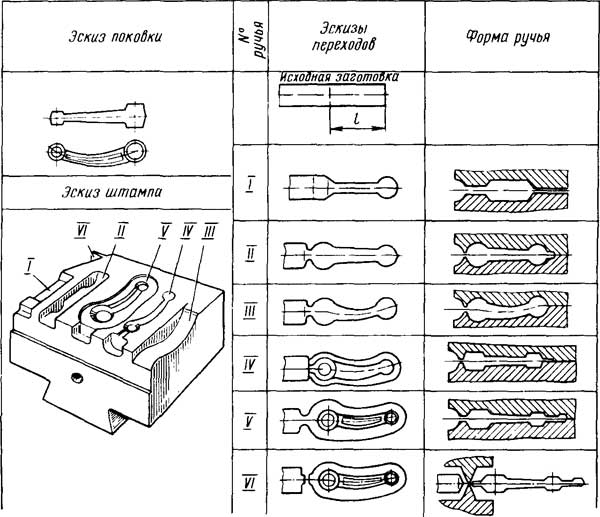
Рис. 1. Пример многоручьевой штамповки на молоте: I . . . VI — протяжной, подкатной, гибочный, предварительный, окончательный и отрубной ручьи
Пример многоручьевой штамповки на молоте поковки рычага из прокатанного прутка круглого сечения показан на рис. 1. Нагретая заготовка на длине I деформируется сначала в заготовительном протяжном ручье I, служащем для уменьшения площади поперечного сечения на нужном участке заготовки и увеличения ее длины. Протяжку выполняют аналогично ее выполнению при ковке на узких бойках с кантовкой после одного-двух ударов.
Протянутую заготовку перекладывают и деформируют затем в подкатном ручье II, увеличивая размеры сечения на нужных участках и перераспределяя объем металла вдоль оси заготовки в соответствии с распределением его в поковке. В этом ручье после каждого удара заготовку кантуют на 90 °.
Из подкатного заготовку передают в гибочный ручей III, где за один удар ей придают форму, соответствующую форме поковки в плоскости разъема. После гибки заготовку деформируют в предварительном штамповочном ручье IV для максимального приближения ее формы к форме поковки. В этом ручье отсутствует облойная канавка, но небольшой облой может образовываться в плоскости разъема между поверхностями верхнего и нижнего штампов.
Штамповку заканчивают в окончательном (чистовом) штамповочном ручье V, в котором поковке придают окончательную форму, а излишек металла выдавливается в облойную канавку. Полученную поковку с облоем отделяют от прутка в отрубном ручье VI. В рассмотренном примере все ручьи расположены в одном штампе. Но они также могут быть размещены в разных штампах, установленных на рядом стоящем оборудовании.
Разница между энергией электрического поля и энергией магнитного поля примерно такая же, как между энергией,…
Когда-то легендарный пастух Магнес, нашел природный магнитный камень, притягивающий железо. В последствии этот камень назвали магнетит или магнитный…
В электрических цепях применяются различные способы соединения конденсаторов. Соединение конденсаторов может производиться: последовательно, параллельно и последовательно-параллельно (последнее иногда называют смешанное соединение конденсаторов). Существующие…
Обозначение конденсаторов на схемах определено ЕСКД ГОСТ 2.728-74. Обозначения условные графические в схемах. Резисторы, конденсаторы. Итак,…
Узнав, что же такое конденсатор, рассмотрим, какие бывают виды конденсаторов. Итак, виды конденсаторов можно классифицировать по…
Вся энергия заряженного конденсатора сосредотачивается в электрическом поле между его пластинами. Энергию, накопленную в конденсаторе, можно определить…
{kind=link}