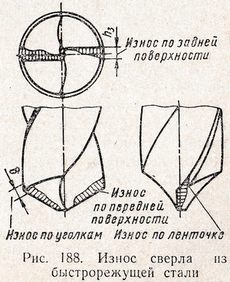
Как и всякий другой инструмент, сверло в процессе резания изнашивается. Сверла из быстрорежущих сталей изнашиваются по задней поверхности, передней поверхности, ленточкам и уголкам (в месте перехода от режущих кромок к ленточкам, рис. 188).
Износ сверла вызывает повышение значения М или Р, или той и другой величины вместе. Так, в случае износа ленточки момент от сил сопротивления, резанию резко возрастает, а осевая сила почти не изменяется. Объясняется это тем, что дополнительная сила трения, вызванная износом, будет действовать на плече, равном радиусу сверла, что в большей степени скажется на моменте от сил сопротивления резанию М и в меньше степени — на осевой силе Р.
В случае износа поперечной кромки более резко увеличится Р и меньше М, так как такой износ образует еще более тупой, закругленный угол у вершины сверла, что будет препятствовать внедрению сверла в обрабатываемый металл. Незначительное же увеличение момента М в этом случае объясняется малым плечом, па котором действуют силы, так как длина поперечной кромки по сравнению с диаметром сверла относительно невелика. Большой износ поперечной кромки считается ненормальным и проявляется у сверл, плохо термически обработанных (несквозная прокалка), или у сверл, имеющих большую длину поперечной кромки. В случае износа уголка и задней поверхности происходит увеличение осевой силы Р и момента М.
При обработке сталей за лимитирующий принимается износ по задней поверхности. Износ по задней поверхности происходит неравномерно: больше на периферии сверла и меньше в центре. Это объясняется тем, что на периферии сверла скорость резания наибольшая, что вызывает наибольшие тепловыделение и скорость относительного скольжения точек сверла относительно поверхности резания.
 Для сверл из быстрорежущих сталей при обработке заготовок из сталей в качестве критерия затупления принимается износ по задней поверхности: h3 = 0,8 л- 1,2 мм (для сверл D> 20 мм). При обработке чугунов сверлами из быстрорежущей стали за лимитирующий износ принимается износ по уголкам с максимально допустимой величиной 0,5—1,2 мм.
Для сверл из быстрорежущих сталей при обработке заготовок из сталей в качестве критерия затупления принимается износ по задней поверхности: h3 = 0,8 л- 1,2 мм (для сверл D> 20 мм). При обработке чугунов сверлами из быстрорежущей стали за лимитирующий износ принимается износ по уголкам с максимально допустимой величиной 0,5—1,2 мм.
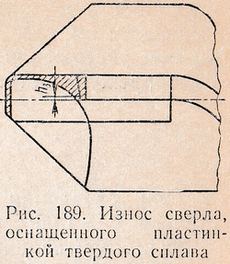
Сверла, оснащенные твердым сплавом, изнашиваются по задней поверхности, уголку, перемычке и ленточкам (рис. 189) при сверлении чугуна в качестве критерия затупления сверл рекомендуется износ по задней поверхности h3 = 0,4 ÷ 1,3 мм для сверл диаметром D = 15 ÷ 30 мм. Закономерность износа сверл аналогична износу резцов (см. рис. 77). Точке перегиба b соответствует оптимальный износ, т. е. износ, при котором общий срок службы сверла будет наибольшим. Оптимальный износ и принимается за критерий износа сверл.
