Одним из условий высокопроизводительной работы станка является применение рациональных режимов резания, которые определяются глубиной t, подачей s и скоростью резания υ. При обработке заготовок из различных материалов инструментами с различными режущими свойствами должно обеспечиваться изменение скорости резания от υMIN до υMAX.
Заготовки или устанавливаемые на станке инструменты могут иметь диаметры в пределах от dMIN до dMAX, поэтому необходимо иметь возможность устанавливать различную частоту вращения шпинделя в пределах от nMIN до nMAX.
Частота вращения шпинделя (об/мин) определяется по уравнениям:
Минимальная
![]()
Максимальная
где υ — скорость резания, м/мин; d — диаметр заготовки или инструмента, мм.
Отношение максимальной частоты вращения шпинделя к минимальной называется диапазоном регулирования частоты вращения шпинделя:
аналогично диапазон регулирования подачи:
где s — подача, м/мин, мм/об, мм/зуб.
Диапазон регулирования характеризует эксплуатационные возможности станка. В станках, имеющих механизм бесступенчатого регулирования скорости главного движения, можно уста ловить частоту вращения, соответствующую выбранной наивыгоднейшей скорости резания при заданном диаметре. Однако большинство станков еще имеет ступенчатые ряды частот вращения. Поэтому вместо точно соответствующей наивыгоднейшей скорости резания при данном диаметре приходится брать меньшую частоту вращения. Этой действительной частоте nД будет соответствовать действительная скорость резания υД = πdnД/1000 (м/мин); она меньше расчетной на (υ—υД).
Относительную скорость резания определяют по уравнению:
![]()
Следовательно, относительная потеря скорости резания будет тем меньше, чем меньше разность n — nД.
Для обеспечения равноценной работы станка на всех участках диапазона скоростей необходимо наивыгоднейшей распределение ступеней частоты вращения шпинделя между значениями nMAX и nMIN.
Впервые изменять частоту вращения шпинделя в станках по закону геометрической прогрессии предложил русский академик А. В. Гадолин в 1876 г. Преимущество геометрического ряда заключается в том, что максимальная относительная потеря скорости резания остается одинаковой для всех интервалов ряда частот вращения. Это дает экономические преимущества по сравнению с другими рядами. Частоты вращения от nMIN до nMAX должны составлять ряд геометрической прогрессии со знаменателем ср, определяемым из равенств:
![]()
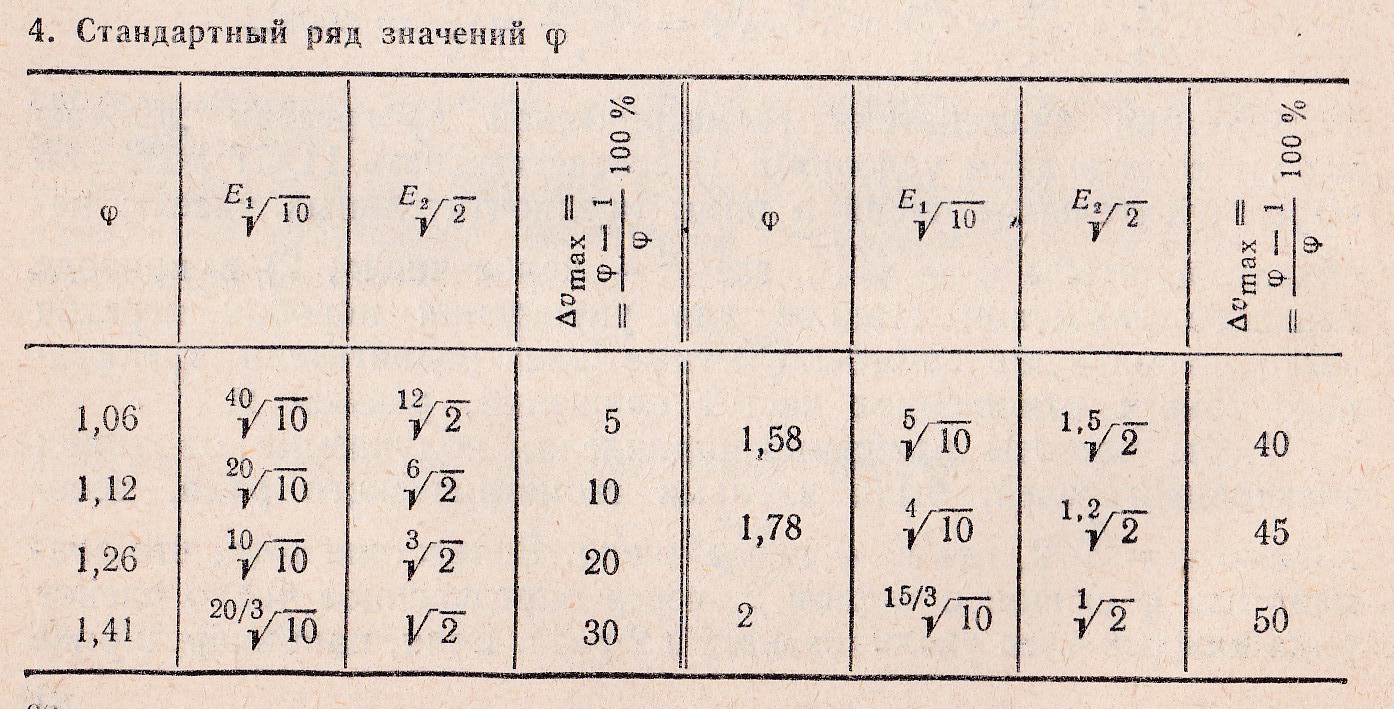
Значения знаменателя геометрической прогрессии должны удовлетворять двум условиям:
- соответствовать ГОСТ 8032—56 «Предпочтительные числа и ряды предпочтительных чисел»; необходимо, чтобы ϕ = , где Е — целое число;
- в приводе главного движения станков для упрощения коробок передач часто используют многоскоростные электродвигатели трехфазного тока с отношением частот вращения, равным 2.
Чтобы частоты вращения шпинделя, получаемые от таких электродвигателей, были членами геометрического ряда, необходимо ϕ = корень^Е1(10), где Е2— целое число. Вследствие того, что знаменатель ф связан с числом 2, через определенное число членов ряда каждый член увеличивается в 2 раза. Если, например, в ряде имеется число 2, то будут числа 4, 8, 16 и т. д. Этой закономерности не подчиняются ряды с ϕ = 1,58 и ϕ = 1,78.
В связи с тем, что знаменатель ϕ связан с числом 10, каждое число ряда увеличивается через определенное число членов ряда в 10 раз, т. е. если в ряде имеется число 2,8; встречаются также числа 28, 280 и т. д. Такое построение ряда является положительным фактором в случае применения в главном приводе двухскоростного электродвигателя с рациональной коробкой скоростей. Стандарт предусматривает значения Е = 40; 20; 10; 5; 0,3; Е1 = 12; 6; 3 и 1,5, откуда:
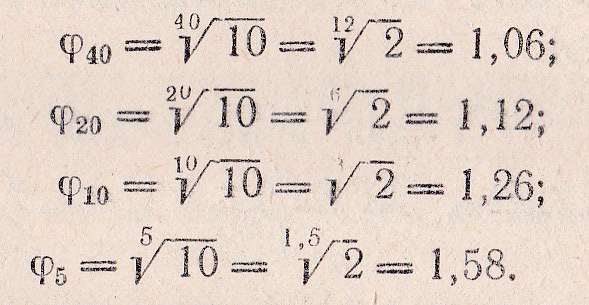
Указанных четырех значений ср для расчета станков недостаточно, поэтому добавлены:
![]()
Максимальная относительная потеря скорости ∆υМАХ (в %) между двумя соседними частотами вращения n1 и n2, например, при ϕ = 1,12, будет:
![]()
По закону геометрической прогрессии строятся также ряды частоты движения (дв. ход/мин) в строгальных и долбежных станках и величин подач. Исключением являются механизмы подач для нарезания резьб, так как величина шага резьбы изменяется ближе к закону арифметической прогрессии. Арифметический ряд получается также при подаче от храповика, где величина подачи изменяется пропорционально числу зубьев, захватываемых собачкой.

Частота движения долбяков, столов и ползунов определяется по аналогии с частотой вращения шпинделя. Ряды подач специальных, шлифовальных и некоторых зубообрабатывающих станков не подчиняются закону геометрической прогрессии. Частоту движения долбяков, столов и ползунов определяют по аналогии с частотой вращения шпинделя.
Таким образом, геометрический ряд частот вращения со знаменателем геометрической прогрессии ϕ будет состоять из членов:
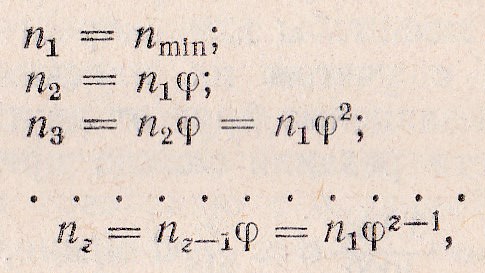
где z — число скоростей.
Из последнего уравнения определим:

Ступени скоростей для станков с возвратно-поступательным движением резания рассчитываются по средним скоростям, а перепад скоростей по ступеням также подчинен закону геометрической прогрессии.
Для станков с возвратно-поступательным движением резания и постоянными скоростями для прямого и обратного хода время на один двойной ход ползуна, стола или долбяка определяется по уравнению:
![]()
где nДВ.Х. — частота движения, дв. ход/мин; L — длина хода стола (салазок, ползуна), м; υP — скорость рабочего хода, м/мин; υВСП.Х. — скорость вспомогательного хода, м/мин; Т — время для рабочих и вспомогательных ходов, мин.
В приводах подач станков с ЧПУ в основном применяют бесступенчатое регулирование.
