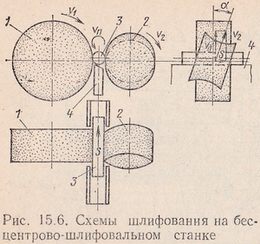
На бесцентрово-шлифовальные станки можно шлифовать наружные и внутренние поверхности цилиндрических деталей, не имеющих центровых отверстий. Схема шлифования на бесцентровом круглошлифовальном станке наружной поверхности детали с продольной подачей на проход приведена на рис. 15.6. Деталь 3, поддерживаемая опорной призмой 4, располагается между двумя кругами 1 и 2, из которых шлифовальный 1 снимает припуск с заготовки, а ведущий круг 2 сообщает заготовке вращение (круговую подачу) и продольное перемещение (осевую подачу).
Продольная подача сообщается шлифуемой заготовке ведущим кругом в результате установки его под некоторым углом α к оси шлифовального круга или при наклоне опорной призмы на угол α. При обдирочном шлифовании угол α = 1,5 … 6°, а при чистовом α = 0,5 … 1,5°. В обоих случаях продольную подачу определяют, как произведение окружной скорости ведущего круга v2 на синус угла наклона α оси круга или призмы:
Sзаг = v2sinα.
Для обеспечения цилиндричности ось шлифуемой заготовки должна быть выше центров шлифовального и ведущего кругов примерно на 0,15-0,25 диаметра детали, но не более чем на 10-12 мм (во избежание вибраций).
При шлифовании по методу врезания оси, шлифовального и ведущего кругов, устанавливают параллельно друг другу. Деталь, опирающаяся на призму, только вращается (осевая подача отсутствует), а поперечная подача на толщину срезаемого слоя производится перемещением ведущего или шлифующего круга в направлении, перпендикулярном к оси обрабатываемой заготовки, точным ходовым винтом.
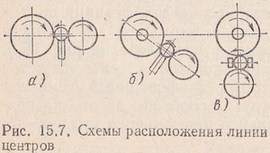
Для шлифования наружных поверхностей выпускают универсальные и специальные бесцентрово-шлифовальные станки. В зависимости от расположения линии центров кругов бесцентровошлифовальные станки бывают с горизонтальным расположением линии центров (рис. 15.7, а), применяемым в большинстве станков средних и малых моделей; с наклонным расположением линии центров (рис. 15.7, б), применяемым в станках крупных моделей, предназначенных для обработки крупногабаритных деталей, а также при обдирочной обработке (угол наклона линии центров в этих станках обычно равен 30°); с вертикальным расположением линии центров (рис. 15.7, в). Эти станки получили ограниченное применение.
В зависимости от способа поперечной подачи бесцентровошлифовальные станки бывают с перемещением ведущего круга и суппорта с опорной призмой относительно неподвижно закрепленной на станке шлифовальной бабки; с перемещением суппорта с опорной призмой и шлифующего круга по отношению к неподвижно закрепленной на станине бабке ведущего круга; с перемещением шлифующего и ведущего кругов относительно неподвижно закрепленного на станке суппорта с опорной призмой; подача на толщину срезаемого слоя и компенсация изнашивания шлифовального круга в этом случае осуществляются перемещением шлифовальной бабки; бабка ведущего круга подается только при наладке на новый размер детали.
По конструкции привода ведущего круга различают станки со ступенчатым и с бесступенчатым регулированием частоты вращения ведущего круга. По методу базирования детали (рис. 15.8) различают станки с базированием на призме и на башмаках. Базирование на башмаках получило распространение при шлифовании роликовых дорожек подшипниковых колец.
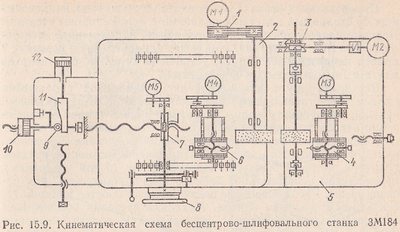
Бесцентрово-шлифовальный станок ЗМ184 (рис. 15.9) предназначен для шлифования гладких, ступенчатых, конических и фасонных поверхностей.
Техническая характеристика станка
Наибольший диаметр шлифования, мм: 80
Наибольшая длина шлифования, мм:
Частота вращения шлифовального круга, мин-1: 1370
Частота вращения ведущего круга, мин-1: От 11 до 150
Мощность электродвигателя главного движения, кВт: 13
Масса, кг: 6850
Шлифовальная бабка 2 установлена на роликовых направляющих со стальными калеными планками с левой стороны станины. Боковые направляющие также роликовые. Асинхронный электродвигатель М1, осуществляющий через клиноременную передачу 1 привод шлифовального круга, установлен отдельно от станка на плите с индивидуальным фундаментом.
Шпиндель круга установлен на подшипниках скольжения с тремя самоустанавливающимися вкладышами ЛОН-34. На шлифовальной бабке смонтированы механизмы ручной подачи и компенсации износа шлифовального круга. От маховика 8 через червячную пару движение передается к шариковой гайке 7 ходового винта; опора ходового винта смонтирована в механизме врезной подачи 9, который оснащен гидроцилиндром 10 для ускоренных перемещений шлифовальной бабки и гидроцилиндром 12 для рабочих подач. Рабочие врезные подачи осуществляются копиром 11, связанным с ходовым винтом. Механизм врезания обеспечивает следующий цикл обработки: форсированную подачу; черновую подачу; чистовую подачу — выхаживание — ускоренный отвод.
Электродвигатель М5, связанный через пару зубчатых цилиндрических колес с червячным механизмом подачи, предназначен для осуществления быстрого перемещения шлифовальной бабки по винту при наладке. Бабка 5 ведущего круга установлена на направляющих скольжения. Подшипники шпинделя ведущего круга аналогичны подшипникам шпинделя шлифовального круга. Бабка ведущего круга вместе с суппортом опорного ножа может поворачиваться в горизонтальной плоскости. Ведущий круг вращается от электродвигателя постоянного тока М2 через червячный редуктор 3 и эластичную муфту.
Устройства для правки шлифовального и ведущего кругов 6 и 4 конструктивно выполнены одинаково, оба расположены под углом к горизонтальной плоскости. Продольные каретки правящих устройств приводятся в движение электродвигателями постоянного тока М3 и М4 через две пары зубчатых колес и пару ходовой винт-гайка. Такой привод обеспечивает более плавное перемещение и меньшую скорость правки. Поперечная каретка перемещается от копира. Обе каретки и пиноль для поперечной подачи правящего инструмента перемещаются по направляющим качения.
Разница между энергией электрического поля и энергией магнитного поля примерно такая же, как между энергией,…
Когда-то легендарный пастух Магнес, нашел природный магнитный камень, притягивающий железо. В последствии этот камень назвали магнетит или магнитный…
В электрических цепях применяются различные способы соединения конденсаторов. Соединение конденсаторов может производиться: последовательно, параллельно и последовательно-параллельно (последнее иногда называют смешанное соединение конденсаторов). Существующие…
Обозначение конденсаторов на схемах определено ЕСКД ГОСТ 2.728-74. Обозначения условные графические в схемах. Резисторы, конденсаторы. Итак,…
Узнав, что же такое конденсатор, рассмотрим, какие бывают виды конденсаторов. Итак, виды конденсаторов можно классифицировать по…
Вся энергия заряженного конденсатора сосредотачивается в электрическом поле между его пластинами. Энергию, накопленную в конденсаторе, можно определить…
{kind=link}
{kind=link}
{kind=link}
{kind=link}