Основное назначение заднего угла — обеспечить свободное перемещение резца по обрабатываемой поверхности. Задний угол α главной режущей кромки влияет па деформацию обрабатываемой поверхности, силы резания, прочность, стойкость и связанную с ней скорость резания, качество обрабатываемой поверхности. При основном износе по задней поверхности, как, например, при обработке с малыми толщинами среза, стойкость резца возрастает с повышением величины заднего угла. Однако это имеет место до определенного предела, когда из-за уменьшения угла заострения прочность кромки уменьшается, на нем появляются выкрашивания, которые приводят резец к преждевременному выходу из строя. С повышением заднего угла возрастает также и чистота обрабатываемой поверхности. Поэтому при чистовой обработке рекомендуется применять резцы с большим задним углом.
С увеличением толщины среза (а следовательно, и подачи) возрастают силы резания, вызывающие выкрашивание режущих кромок. Для избежания этого необходимо обеспечить большую прочность кромок и лучший отвод тепла из зоны резания путем увеличения угла заострения.
Выбор заднего угла резца
Рекомендуется выбирать задний угол а в град, в зависимости от назначения резца и подачи следующих величин
|
При подаче меньше 0,25 мм |
При подаче больше 0,25 мм |
|
|
Проходные, подрезные |
12 |
6 — 8 |
|
Отрезные, прорезные |
12 — 15 |
8 — 10 |
|
Расточные |
12 — 15 |
8 — 10 |
Эти значения действительны для резцов с пластинками из твердых сплавов и быстрорежущей стали.
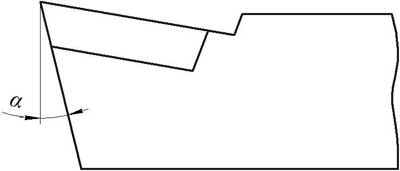
Задняя поверхность резца
Задняя поверхность резца должна быть выполнена так, чтобы затраты на заточку и доводку были минимальными. Здесь возможны следующие варианты в зависимости от величины заднего угла и угла врезания пластинки. Задняя поверхность твердосплавных пластинок почти всех номеров снабжена скосом под углом σ= 20°. Пластинка для напаянных резцов устанавливается под углом θ в пределах от нуля до 16°. Если разность углов (α — β) больше угла α хотя бы на 2-3°, тогда для облегчения заточки и доводки главная задняя поверхность резца может быть выполнена таким образом: задний угол α дается на небольшом участке у кромки, которая после заточки подлежит доводке; остальная часть пластинки, а также и тело державки могут оставаться и незаточенными. В том случае, если разность (α — β) углов меньше угла а, тогда заточка и доводка производятся на небольшом участке под углом а. Остальная (большая) часть пластинки затачивается под углом α + 2°, а задняя поверхность на державке оформляется под углом α + (4-5º и более).
Это необходимо для того, чтобы иметь возможность затачивать пластинку и державку кругами с различными шлифовальными материалами — пластинку кругом из зеленого карбида кремния, а державку кругом из корунда.
Задний угол на вспомогательной режущей кромке выбирается такой же величины, как и задний угол на главной режущей кромке.
