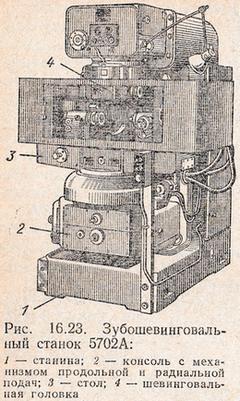
Зубошевинговальный станок 5702А (рис. 16.23) предназначен для окончательной обработки цилиндрических зубчатых колес шеверами (закаленное зубчатое колесо, зубья которого снабжены канавками, образующими режущие кромки).
Вращение шевера (рис. 16.24) осуществляется от электродвигателя M1 (N = 2,8 кВт; n = 1275 мин-1) через червячную передачу 3/27, сменные зубчатые колеса гитары скорости резания, конические пары колес 30/32 и 32/30 цилиндрическую передачу 35/30 30/36. Гитара обеспечивает десять ступеней частоты вращения шпинделя шевера в пределах 49-389 мин-1.

Продольная подача стола с обрабатываемым колесом производится от электродвигателя М2 через червячную пару 1/30, сменные зубчатые колеса гитары подач, конические колеса 15/45, 24/32 винтовую пару с шагом р = 6 мм. На станке можно получать 13 подач в пределах 17,6-273 мм/мин.
Радиальная подача осуществляется вертикальным перемещением консоли стола с помощью гидропривода. Зубошевинговальный станок 5702А работает следующим образом. Одновременно с включением электродвигателя насоса Н включается электромагнит ЭМЗ направляющего гидрораспределителя Г2, и масло от насоса через фильтр 1, редукционный клапан 2, левую позицию направляющего гидрораспределителя Г2 и правую позицию направляющего гидрораспределителя Г1 поступает в штоковую полость гидроцилиндра пиноли; происходит отвод пиноли. После загрузки заготовки переключением направляющего гидрораспределителя Г1 в левую позицию производится подвод пиноли. В конце ее хода срабатывает конечный выключатель КВ-5, который выключает электромагнит ЭМ5 направляющего гидрораспределителя ГЗ и через реле времени выключает электромагнит ЭМЗ. Кнопкой «Пуск» включаются приводы шевера, стола и охлаждения, а также электромагнит ЭМ1 направляющего гидрораспределителя Г4 вместе с его реле времени.
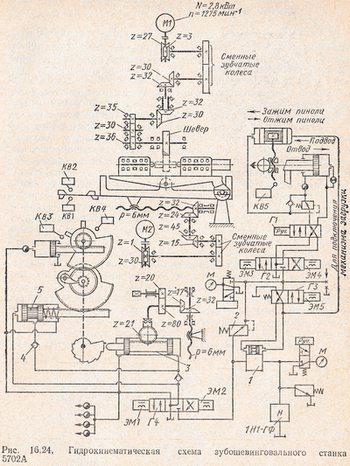
Масло от насоса через фильтр 1 и левую позицию направляющего гидрораспределителя Г4 после перемещения поршня цилиндра 5 вправо и поворота поводка собачки поступает через обратный клапан 4 в цилиндр 3 радиальной подачи. Происходит быстрый подвод консоли стола. Через промежуток времени, равный времени быстрого подвода консоли и одной радиальной подачи, реле времени выключает электромагнит ЭМ1. Поршень гидроцилиндра под действием пружины отходит в исходное положение. В конце хода стола в любую сторону с помощью конечного выключателя КВ2 реверсируются приводы шевера и стола, включаются электромагнит ЭМ1 и его реле времени; происходит очередная радиальная подача. В начале последнего калибрующего прохода с помощью выключателей КВ4 и КВ2 (в правом положении стола) выключаются приводы шевера, стола и охлаждения, включается электромагнит ЭМ2 направляющего гидрораспределителя Г4 и выключается электромагнит ЭМ 5. Консоль стола и копир подачи возвращаются в исходное положение. В конце возврата копира с помощью КВЗ включается электромагнит ЭМЗ. Переключением направляющего гидрораспределителя Г1 в правую позицию отводится пиноль.
