Для изготовления некоторых деталей необходимо применять координатно-расточные станки, специальные приспособления, кулачковые патроны и поводковые планшайбы. Изготовлять специальные приспособления при малых партиях обрабатываемых деталей неэкономично, а на координатно-расточных станках, как правило, обрабатывают крупные корпусные детали; поэтому детали, показанные на рис. 7, обрабатывают на токарных станках с применением универсального токарного приспособления.
Чугунный литой корпус 1 центрируют и закрепляют на шпинделе станка, после чего обрабатывают передний I и задний II торцы; эти торцы принимают за базы при дальнейшем растачивании отверстий на координатно-расточном станке. Диск 2, предварительно прошлифованный по торцам, скрепляют с корпусом 1 и на станке растачивают отверстие диаметром 80А мм и канавку диаметром 120 мм под втулку 3. Втулку 3 диаметром 80Я мм закрепляют в расточенном отверстии 80А мм и шлифуют по торцу. На координатно-расточном станке в диске 2 растачивают 30 отверстий диаметром 13А мм с допуском ± 0,01 мм на межцентровые расстояния по осям координат, отверстие диаметром 40А1 мм во втулке 3 и отверстия под резьбу М12 кл. 2.
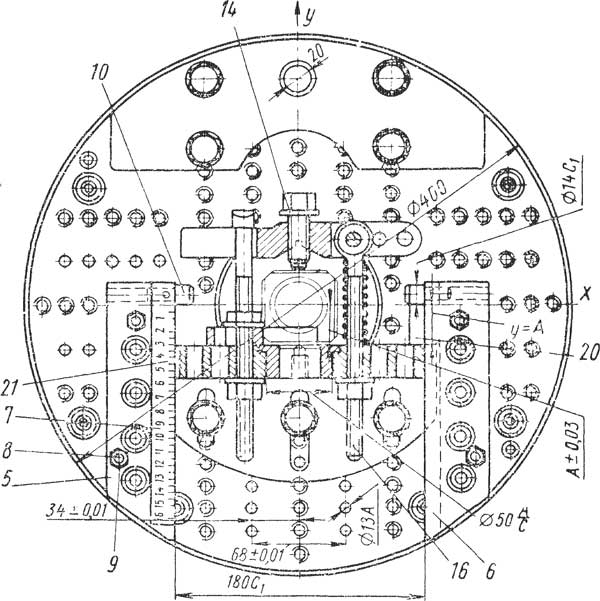
Угольник 4 двумя штифтами диаметром 13П мм центрируют относительно оси планшайбы; к угольнику с боковых сторон на расстоянии 180C1 мм крепят направляющие планки 5 и 6 с линейкой 7; для сохранения точности штифты 8 изготовляют коническими с гайкой 9. На координатно-расточном станке, принимая за базу центральное отверстие диаметром 40А1 ми (рис. 1), на расстоянии 180С1 мм (рис. 1) наносят деления на линейке 7 и растачивают два отверстия диаметром 10А мм под штифты 10. Устанавливают штифты 10 упора и монтируют остальные элементы приспособления. Сверлят отверстие диаметром 20 мм для подъема приспособления краном при установке и снятии его со шпинделя станка.
Угольник 4 из стали 40Х термически обрабатывают. Рабочие поверхности угольника шлифуют и пришабривают под углом 90° с получением размеров 180С1 и 12С мм, после чего на координатно-расточном станке обрабатывают все калиброванные отверстия с допуском ± 0,01 мм и наносят деления на линейке с базой от торца (размер 180С1мм) и основания угольника. Для увеличения срока эксплуатации приспособления детали 11, 12, 14, 15 и 16 изготовляют из стали 45 и закаливают; ось прихвата 13 — из стали У8А с последующей закалкой, штырь 10 — из стали 20Х с последующей цементацией и закалкой. Нерабочие поверхности угольника 4, направляющие планки 5 и 6 и все крепежные детали фосфатируют.
Приспособление можно применять для токарной обработки деталей различных размеров.
Разница между энергией электрического поля и энергией магнитного поля примерно такая же, как между энергией,…
Когда-то легендарный пастух Магнес, нашел природный магнитный камень, притягивающий железо. В последствии этот камень назвали магнетит или магнитный…
В электрических цепях применяются различные способы соединения конденсаторов. Соединение конденсаторов может производиться: последовательно, параллельно и последовательно-параллельно (последнее иногда называют смешанное соединение конденсаторов). Существующие…
Обозначение конденсаторов на схемах определено ЕСКД ГОСТ 2.728-74. Обозначения условные графические в схемах. Резисторы, конденсаторы. Итак,…
Узнав, что же такое конденсатор, рассмотрим, какие бывают виды конденсаторов. Итак, виды конденсаторов можно классифицировать по…
Вся энергия заряженного конденсатора сосредотачивается в электрическом поле между его пластинами. Энергию, накопленную в конденсаторе, можно определить…
{kind=link}