характеристику дефектов :форму, размеры, вид (поры, трещины, шлаковые включения);
— глубину залегания дефектов, определяемую из пропорции:
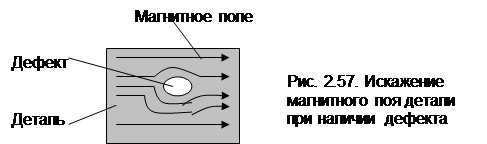
Магнитные методы контроля основаны на принципе искажения магнитного поля в местах дефектов (рис. 2.57) , расположенных на поверхности детали. Магнитный порошок (измельченная железная окалина, продукты шлифования металла) в сухом виде, а чаще всего в виде масляной эмульсии ,наносится на проверяемую поверхность, деталь намагничивается. На месте дефекта визуально будут видны скопления магнитного порошка.
Магнитно-графический метод контроля заключается в фиксации на магнитной ленте полей рассеивания, возникающих на дефектных участках шва при его намагничивании с последующим воспроизведением этих полей с помощью магнитно-графической аппаратуры. Можно намагничивать с помощью импульсного магнитного устройства протяженный участок шва (600…700 мм) или весь периметр сварного шва трубы.
При люминисцентной дефектоскопии готовится смесь (керосин, бензин, смазочное масло и порошок дефектоля ), наносится смесь на поверхность детали, смесь проникает в трещины и остается там, с поверхности детали смесь удаляется, деталь облучается ультрафиолетовыми лучами, дефект высвечивается зелено-золотистым цветом, т. к. в трещинах остается дефектоль .
При цветной дефектоскопии деталь аналогично обрабатывается специальным составом краски, далее наносится на проверяемую поверхность аэрозоль белой нитроэмали, при сушке которой адсорбируется краска из трещины, над дефектом появляются соответствующие разводы яркой краски.
Для контроля сварки трубопроводов имеются передвижные лаборатории рентгеновского, гамма — и магнитнографического контроля , со сменной производительностью контроля стыков труб :
рентгеновским методом — до 12;
гамма – лучевым контролем — до 6;
магнитно-графическим методом —до 15…20.
Методы контроля с разрушением сварного соединения.
Образцы металла вырезают из проверяемой конструкции или из контрольных сварочных соединений ,специально изготовленных в тех же условиях ,как и основное изделие. На образцах определяют твердость, предел текучести, временное сопротивление на разрыв, относительное удлинение и другие показатели. При макроанализе определяют границы зон сварного соединения, ширину зоны термического влияния, наличие внутренних дефектов, серы и фосфора. При микроанализе изучают микроструктуру сварного шва, выявляют микропоры и микротрещины, нитридные и водородные включения.
Основой качества сварки и главным контролером должен быть исполнитель работ. Качество сварки в его руках, в его отношению к работе . Квалификация сварщика, его опыт, знания, отношение, исполнительная дисциплина и другие его профессионально-личностные признаки — основные факторы обеспечения качества труда и качества сварного шва.
Имеется пять принципов обеспечения производительной и качественной работы: исполнители должны знать, что делать, уметь и успевать это делать, работа их должна оцениваться и стимулироваться. Первые три принципа обеспечивают потенциальную возможность успешной работы исполнителей, а два последних — желание качественно работать. Естественно, что желание реализуется только при условии , если в достаточной мере обеспечены первые три принципа. Администрация и инженерная служба предприятий должны в первую очередь решать вопросы повышения профессионального и исполнительского уровня, создания социально-экономических предпосылок успешной работы людей. Знания сварщиков- это знание ими материалов деталей, технологии сварки, оборудования и оснастки. А умение – это знания плюс навыки ( опыт работы). Успевать выполнять работу -это своевременно проводить подготовительные операции и в полном объеме и без ненужной спешки выполнять сварку. Известно, что как раз вследствие спешки происходят упрощения операций сварки, игнорирование некоторых элементов их, в итоге возникает брак в работе исполнителей. Принцип « торопиться не спеша» очень важен для обеспечения качественной работы.
Фактор оценки обеспечивают технически обоснованными нормами выработки и объективными методами определения качества произведенной работы. Сварщик должен знать, что его работа оценена достоверно как в количественном, так и в качественном отношении.
Стимулирование работы опирается на качественные и количественные показатели и предполагает материальную и моральную заинтересованность исполнителей в выполнению качественно и в срок сварочных работ.
