Термическая обработка алюминиевых и магниевых сплавов является ответственной операцией технологического процесса. Цель ее — изменить структуру и физико-химические свойства сплавов. Режим термической обработки выбирают в зависимости от сплавов и метода изготовления из них заготовок и деталей.
Термическая обработка деталей, изготовленных из алюминиевых сплавов, основана на том, что с понижением температуры растворимость многих элементов в твердом алюминии уменьшается. При нагреве под закалку алюминиевые сплавы неполностью кристаллизуются. Если сплав перегрет, в результате чего структура получилась с крупным зерном, то такой сплав бракуется. Поэтому термист должен быть внимателен к нагреву деталей из алюминиевых сплавов.
Термическая обработка деформируемых алюминиевых сплавов. Деформируемые алюминиевые сплавы подвергают таким видам термической обработки, как отжиг, закалка, старение.
Отжиг применяют для заготовок с целью придания материалу пластических свойств, необходимых для выполнения операций, которые связаны с обработкой давлением в холодном состоянии. В зависимости от сплава и назначения полуфабрикатов применяют высокий, низкий и полный отжиг.
Высокий отжиг (310-350°С) предназначается для полного разупрочнения (снятия наклепа) материала, происходящего после холодной пластической деформации сплавов А1, АД, AM и др.
Низкий отжиг (150-300°С) также применяют для сплавов А1, АД, AM, но с целью повышения пластичности при сохранении достаточной прочности, полученной нагартовкой.
Полный отжиг (380-450°С) применяют для полуфабрикатов, изготовленных из термически упрочняемых сплавов Д1, Д16, АК6 и т. д., чтобы получить высокую пластичность и снять упрочнение, полученное в результате закалки и старения.
Для снятия эффективности естественного старения и возвращения материала к свежезакаленному состоянию применяют нагрев в течение нескольких секунд или минут при температуре 200-250°С. Такой вид операции называют отжигом на возврат.
Закалка деформируемых алюминиевых сплавов, в основном дюралюминия Д1, Д16 и Д18, состоит только из одной операции — нагрева с охлаждением в воде при температуре 30- 40°С. Температура закалки для Д1 берется равной 495-505°С, для Д16 — 490-500°С, для Д18 — 495-510°С. Выдержка при нагреве устанавливается в зависимости от размеров деталей,
Особенность дюралюминия заключается в том, что он проявляет повышенную восприимчивость к старению при комнатной температуре. Стабилизация свойств происходит примерно через четверо суток. Искусственное старение дюралюминия неблагоприятно сказывается на механических свойствах и коррозийной стойкости.
Термическая обработка литейных алюминиевых сплавов. В отличие от деформируемых литейные алюминиевые сплавы почти все подвергаются термической обработке.
Для отливок из сплавов применяют несколько видов термической обработки.
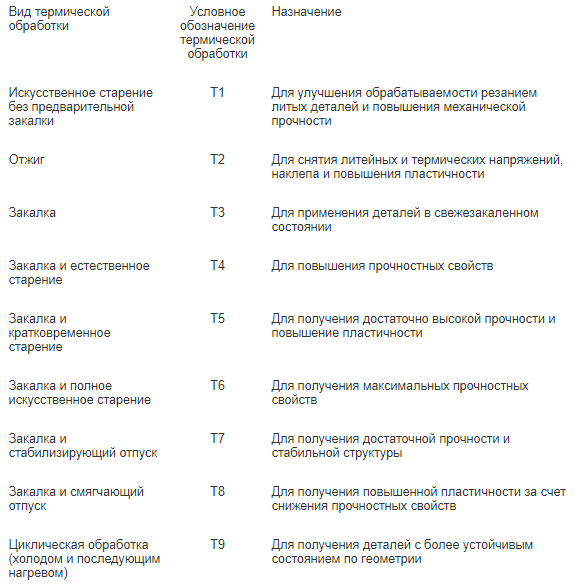
Виды термической обработки литейных алюминиевых сплавов
Наиболее типичные режимы термической обработки отливок из алюминиевых сплавов:
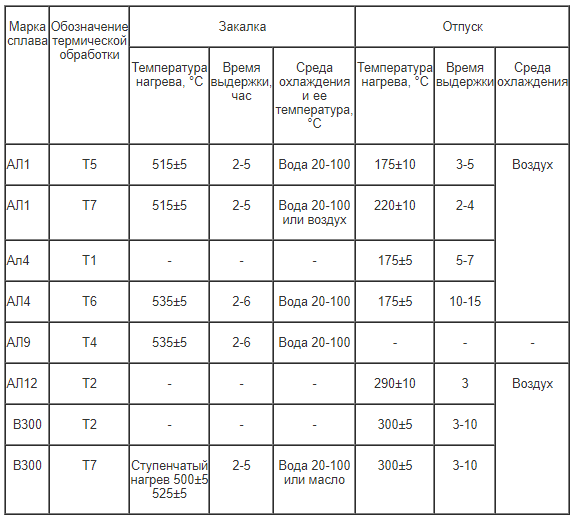
Режимы термической обработки литейных алюминиевых сплавов
Температуру закаливающей воды повышают для предотвращения закалочных трещин в отливках, причем, чем сложнее форма отливок, тем более высокой берется температура воды.
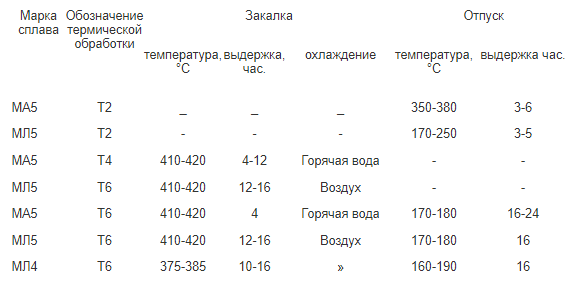
Термическая обработка магниевых сплавов. Деформируемые и литейные магниевые сплавы в основном подвергают трем видам термической обработки: отжигу (Т2), закалке (Т4) и закалке с последующим искусственным старением (Т6). Деформируемые магниевые сплавы обычно отжигаются для рекристаллизации и повышения пластичности, а отливки из них — для снятия напряжений. Режимы термической обработки магниевых сплавов приведены в табл. 33. Выдержка при закалке и старении дается выше, чем для алюминиевых сплавов, так как фазовые превращения происходят очень медленно.
Магниевые сплавы склонны к окислению, поэтому их нагревают под закалку в вакуумных печах или в печах с защитной атмосферой, состоящей из смеси воздуха с 0,7-1,0% сернистого газа.
Режим термической обработки некоторых магниевых сплавов.
Дефекты и брак при термической обработке алюминиевых и магниевых сплавов. При термической обработке заготовок и деталей из алюминиевых и магниевых сплавов возможны дефекты (неудовлетворительные механические свойства, неравномерная закалка, коробление) и брак (трещины и пузыри).
Неудовлетворительные механические свойства появляются в результате завышения прочности заготовок в отожженном состоянии и занижения их прочности и пластичности в закаленном состоянии. Причинами возникновения такого дефекта могут быть заниженная температура, небольшая выдержка и повышенная скорость охлаждения.
Неравномерная закалка деталей сложной формы способствует образованию в них разных участков с различными механическими свойствами. Этот дефект исправляют повторной закалкой в специальных приспособлениях.
Коробление возникает в тех случаях, когда в процессе закалки и старения в деталях происходят значительные внутри-кристаллические изменения, что способствует изменению размеров деталей. Коробление часто наблюдается и при механической обработке деталей, что вызывается перераспределением остаточных напряжений. Для устранения такого дефекта необходимо правильно выбирать температуру нагрева и правильно вести охлаждение.
Трещины при закалке образуются при сложной конфигурации деталей, их разностенности и завышенных скоростях нагрева и охлаждения. Детали с трещинами считаются окончательным браком. Для того чтобы не появились трещины, необходимо не только правильно нагревать детали, но и изолировать места деталей с тонкими стенками асбестом, чтобы обеспечить равномерный прогрев всей детали.
Пузыри образуются при нагреве листового металла в результате появления неплотности между плакированным слоем и сердцевиной листа, куда проникают воздух и пары воды. Кроме того, пузыри могут возникать из-за остатков грязи, смазки и т. п. Для предотвращения возникновения пузырей необходимо тщательно очищать поверхность плакированных листов и улучшать их качество.
Разница между энергией электрического поля и энергией магнитного поля примерно такая же, как между энергией,…
Когда-то легендарный пастух Магнес, нашел природный магнитный камень, притягивающий железо. В последствии этот камень назвали магнетит или магнитный…
В электрических цепях применяются различные способы соединения конденсаторов. Соединение конденсаторов может производиться: последовательно, параллельно и последовательно-параллельно (последнее иногда называют смешанное соединение конденсаторов). Существующие…
Обозначение конденсаторов на схемах определено ЕСКД ГОСТ 2.728-74. Обозначения условные графические в схемах. Резисторы, конденсаторы. Итак,…
Узнав, что же такое конденсатор, рассмотрим, какие бывают виды конденсаторов. Итак, виды конденсаторов можно классифицировать по…
Вся энергия заряженного конденсатора сосредотачивается в электрическом поле между его пластинами. Энергию, накопленную в конденсаторе, можно определить…
{kind=link}
{kind=link}
{kind=link}