Теория точности. Погрешность, являющаяся следствием размерного износа режущего инструмента (РИ) и неточностью его изготовления. В зависимости от режимов (условий) резания, свойств обрабатываемого материала и т.д. РИ может изнашиваться по передней, задней или обеим поверхностям.
Превалирующий износ инструмента по задней поверхности наблюдается при обработке сталей с малыми толщинами сечения среза (а£0,15мм) и низкими скоростями резания. Это протяжки, метчики, фасонные резцы, зуборезные инструменты и др. Причина: в случае, когда r»аz наблюдается упругоепоследействие, путь по задней пов-ти больше из-за усадки стружки и т.д.;
Преимущественный износ по передней пов-ти наблюдается в случае больших высокой температуры резания. Например, при обработке стали без СОТС с высокими скоростями резания и большими толщинами среза (аz >0,5мм); При работе с СОТС резцы из БС, как правило, одновременно изнашиваются по передней и задней поверхностям одновременно. На практике это наиболее часто встречающийся вид износа.
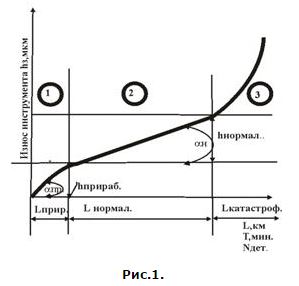
Физические аспекты причин износ РИ рассматривались в курсе резания материалов (пластическая деформация и выкрашивание режущей кромки, диффузия и др.). Диаграмма износа РИ, как правило, аналогична износу большинства деталей машин при трении (см. рис.1):
Таким образом наблюдаются три стадии износа (см.рис.1):
Обозначим hпр.-начальный износ инструмента (приработка резца); hнорм.- период установившегося износа (нормальный износ); hкат.- катастрофический износ, когда режущий инструмент нельзя эксплуатировать; Yо-относительный (удельный) износ. Он определяется по зависимости:
Yо=tgaн =hнорм./Lнорм. [мкм/км]
hрез.=hпр. + Lрез. (hнорм./Lнорм.)
Обычно предусматривают эксплуатацию инструмента с запасом до выхода на заданное значение L, км. Величины hпр. и Yо зависят от таких факторов как вид обработки, обрабатываемого материала, материала режущего инструмента, типа инструмента и др., например, для точения и растачивания их значения приведены в табл.1.
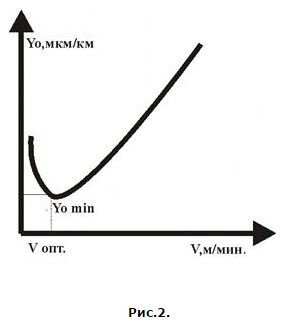
Режимы резания также влияют на характер износа инструмента и особенно скорость резания (см. рис.2). С точки зрения износа может быть найдена оптимальная скорость резания Vопт. при которой Yо=min. Начальное снижение износа объясняется явлением наростообразованиия.
Влияние подачи и глубины резания, а также геометрии РИ приводятся в литературе. Зная величины hпр. и Yо можно решить задачу расчета погрешности 2-мя способами: а) за заданный период времени работы РИ (путь резания) рассчитать износ РИ, а, следовательно, и накопленную погрешность от износа; б) установив (или задав) допустимый износ РИ можно рассчитать путь, проходимый им, а, следовательно, и период резания (кол-во обработанных изделий и т.д.), т.е. расчетным путем установить период размерной стойкости РИ. Такая задача обычно ставится при работе на автоматических линиях (АЛ) и при работе на предварительно настроенных станках со сложной наладкой. Целесообразно, чтобы периоды переналадки оборудования производились в обеденный перерыв или между сменами, т.е. чтобы период стойкости РИ равнялся смене или ½ смены.
Примечание: При обработке методом индивидуального получения размеров (метод пробных ходов и промеров), а также при использовании активного метода управления размерами износ РИ не оказывает влияния на точность партии заготовок.
Однако в любом случае износ РИ приводит к погрешности формы при обработке крупногабаритных заготовок, когда у одной детали путь резания достаточно велик. Для уменьшения влияния размерного износа РИ на точность необходимо:
Кроме непосредственного влияния на изменение размера изделия износ РИ оказывает косвенное влияние на точность за счет увеличения, составляющих силы резания или их перераспределения.
Неточность изготовления мерных и фасонных РИ также приводит к образованию погрешности обработки (наряду с износом) поскольку их размеры непосредственно переносятся на изделия (это сверла, зенкера, развертки, протяжки и т.д.) с одной стороны, а с другой, из-за разбивки отверстий, которая возникает по причине неуравновешенности радиальной силы, отклонения от соосности базового хвостовика и режущей части. Допуски на изготовление сверл оговорены соответствующими Гостами (Гост 885-64). Допуски на диаметры зенкеров и разверток назначаются как часть допуска на обрабатываемый диаметр, что характерно для определения точности мерных РИ. Следует иметь в виду, что на уменьшение погрешности при обработке мерными РИ оказывают СОТС, кондукторные втулки, величина износа и др.
Погрешности, вызываемые тепловыми деформациями обрабатываемой заготовки, станка (МРС) и инструмента (тепловой фактор). Температурные погрешности элементов системы СПИД оказывают существенное влияние на точность обработки и могут превышать величины допусков на изготовление деталей и, особенно, при чистовой и окончательной обработке. В процессе выполнения ТО источниками тепла, приводящими к образованию погрешностей являются:
Наиболее существенное влияние на точность оказывают:
Примечание: нагрев приспособления особого влияния не оказывает по причине незначительной температуры нагрева в процессе работы. Как установлено практикой система СПИД может находиться в 2-х температурных режимах:
Проявление погрешностей за счет тепловых деформаций происходит лишь в период нестационарного периода, т.е. при наступлении теплового равновесия погрешности не проявляются.
Разница между энергией электрического поля и энергией магнитного поля примерно такая же, как между энергией,…
Когда-то легендарный пастух Магнес, нашел природный магнитный камень, притягивающий железо. В последствии этот камень назвали магнетит или магнитный…
В электрических цепях применяются различные способы соединения конденсаторов. Соединение конденсаторов может производиться: последовательно, параллельно и последовательно-параллельно (последнее иногда называют смешанное соединение конденсаторов). Существующие…
Обозначение конденсаторов на схемах определено ЕСКД ГОСТ 2.728-74. Обозначения условные графические в схемах. Резисторы, конденсаторы. Итак,…
Узнав, что же такое конденсатор, рассмотрим, какие бывают виды конденсаторов. Итак, виды конденсаторов можно классифицировать по…
Вся энергия заряженного конденсатора сосредотачивается в электрическом поле между его пластинами. Энергию, накопленную в конденсаторе, можно определить…
{kind=link}
{kind=link}
{kind=link}