Строгальные резцы по сравнению с токарными работают в более тяжелых условиях, так как они всегда входят в обрабатываемый материал с ударом и испытывают неравномерное напряжение из-за изменения сил резания.
Процесс строгания
В процессе резания на продольно-строгальных станках стол вместе с установленными па нем заготовками перемещается вдоль неподвижно закрепленных резцов, поэтому здесь приходится иметь дело с большими инерционными массами. Это обстоятельство заставляет применять пониженные режимы резания, в особенности в отношении скорости, не только для резцов из быстрорежущей стали, но также и для резцов, оснащенных твердым сплавом (в пределах 15-40 м/мин). Кроме того, сечения строгальных резцов принимаются примерно в 1,25-1,5 раза больше, чем для токарных при одинаковых сечениях снимаемой стружки, несмотря на то, что отвод тепла из зоны резания здесь более благоприятен, так как снятие стружки происходит только при рабочем ходе.
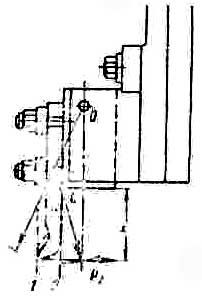
Рисунок 1 — Схема работы строгального резца
Для избежания прижимания резца к обрабатываемой поверхности резцедержатель сделан поворотным относительно точки О (рис. 1). Это позволяет резцу несколько отойти от поверхности заготовки во время обратного хода и предохранить заднюю его поверхность от повышенного износа. Под действием составляющей силы Рг резец подвергается изгибающему моменту, который растет с увеличением вылета резца h. Вершина резца описывает дугу окружности с центром в точке С и стремится углубиться в обрабатываемый материал. Чем больше плоскость I — I, в которой расположена вершина резца, отходит от плоскости 2-2, проходящей через центр С, тем больше опасность углубления и тем ниже виброустойчивость резца. Наиболее оптимальным положением вершины резца является такое, при котором обе плоскости 1-1 и 2-2 совпадают друг с другом. В этом случае резец должен быть снабжен изогнутой головкой с вершиной, расположенной в опорной плоскости. Такой резец позволяет иметь большую величину вылета по сравнению с прямым. Как минимальная величина вылета для изогнутых резцов принимается равной 1,8-2,0, а для прямых-0,8-1,0 высоты сечения резца. Прямые резцы удобны в изготовлении, но менее виброустойчивы по сравнению с изогнутыми, в особенности с повышением величины вылета. Поэтому они не могут применяться для таких работ, где конфигурация детали не позволяет использовать малую величину вылета (45-60 мм). Изогнутые резцы отличаются большей универсальностью, поэтому они получили более широкое распространение на практике, несмотря на сложность их изготовления.
Несмотря па недостатки резца с вершиной, выступающей вперед за плоскость 2-2, все же иногда его используют на практике, а именно в том случае, когда требуется произвести обработку до уступа, который не допускает подойти резцами другой формы.
Строгальные резцы разделяются на проходные, подрезные, отрезные и пазовые специальные. Габаритные размеры резцов с пластинками из быстрорежущей стали установлены по ГОСТу 10045-62, а с пластинками из твердых сплавов — по ГОСТу 9796-61.
Геометрия строгального резца
Геометрические параметры режущей части строгальных резцов выбираются в основном такими же, как и для токарных резцов.
Угол наклона режущей кромки λ для строгальных резцов принимается больше (10-12°), для того чтобы удар при врезании приходился не па вершину резца, а несколько далее по передней поверхности.
Главный угол в плане φ обычно принимается равным 45°. Для возможности использования повышенных величин подач и больших припусков угол φ понижается до 30-20°. При этом главная режущая кромка соединяется со вспомогательной, направленной под углом 8-10°, через переходную кромку, расположенную под углом 12-15°. Длина этих кромок составляет 5-6 мм. Переходная кромка предохраняет твердосплавную пластинку от сколов.
Режимы резания при строгании
В машиностроении, в особенности в станкостроении, в настоящее время часто применяют чистовое строгание взамен шабрения или шлифования (например, для направляющих станин станков). Такая обработка должна дать высокую чистоту (по 6-7-му классам) и соответствующую точность обрабатываемой поверхности (отклонение от параллельности плоскости 0,1 мм на 1000 мм длины, отклонение от прямолинейности плоскости не более 0,1 мм на 1000 мм длины). Для этой цели применяют широкие резцы. Наклон режущей кромки под углом λ = 8÷10° обеспечивает плавное врезание и выход резца, что предохраняет пластинку твердого сплава от выкрашивания. При вылете головки до 40 мм резцы изготовляются прямыми, свыше 40 мм-изогнутыми.Рабочие поверхности твердосплавной пластинки должны быть доведены до 10-го класса чистоты поверхности. Дли обработки чугуна целесообразно применять твердые сплавы ВК8 и ВК6. При тонком строгании важное значение приобретет выбор режима резания. Обработку необходимо производить в два прохода: предварительную и окончательную. С увеличением скорости резания образование нароста на кромке уменьшается. В вязи с этим чистота поверхности возрастает. Рекомендуемые величины скоростей резания в пределах 45-60 м/мин.
Оптимальная величина подачи при предварительной обработке 0,45-0,50, а при окончательной 0,35-0,40 длины режущей кромки резца. При отклонениях в большую или меньшую сторону чистота обрабатываемой поверхности ухудшается. Припуск для окончательной обработки должен быть не выше 0,05 мм. В качестве смазки употребляется керосин, подаваемый в виде капель из сосуда, установленного впереди резца. Обрабатываемая поверхность получается блестящей с елезаметными следами подачи. Строгание при помощи широких резцов получило большое распространение также и для получистовой обработки, например для чистых, но менее точных поверхностей, а также при строгании под последующее шабрение или шлифование. В этом случае подача выбирается равной почти всей ширине резца.
Для строгальных станков, в особенности для больших размеров, в настоящее время намечается тенденция к широкому использованию строгальных резцов сборной конструкции. Преимущества их те же самые, что и для токарных резцов. ВНИИ разработал ведомственные нормали на строгальные сборные резцы как с прямой, так и изогнутой головкой основных типов для обработки чугуна (без стружколомателя) и стали. Конструкция их та же, что и для токарных сборных резцов со сменными вставками. Строгальные сборные резцы этой конструкции хорошо себя зарекомендовали на крупных, машиностроительных заводах.
