Копировально-фрезерные станки предназначены для обработки разнообразных плоских профилей (изготовление кулачков, шаблонов, матриц и т. д.) и пространственно-сложных поверхностей (объемное фрезерование).
Копировально-фрезерные станки по числу шпинделей делятся на одно- шпиндельные и многошпиндельные, а по принципу действия — на станки прямого и следящего действия. В копировальных станках прямого действия всякое изменение формы — задающего устройства (шаблона или копира) производит непосредственное воздействие на копировальный ролик или палец, связанный жестко с фрезой. Станки следящего действия имеют устройство, которое посредством копировального ролика или пальца воспринимает всякое изменение формы задающего устройства и передает его фрезе через усилительное устройство. Фрезерование производят при помощи ощупывания модели копировальным пальцем двумя способами: способом горизонтальных строчек и способом вертикальных строчек.
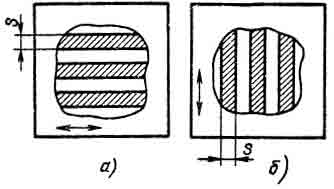
Рис. 1. Способы ощупывания модели
При первом способе (рис. 1, а) стол станка совершает автоматическое задающее горизонтальное перемещение, а фрезерная головка — непрерывное следящее продольное и периодическое вертикальное перемещение на величину строки s.
При втором способе (рис. 1, б) фрезерная головка совершает задающее вертикальное и следящее продольное перемещения, а стол — переодическое горизонтальное перемещение на величину s. Палец следящего устройства касается модели и автоматически дает команду (импульсы) приводам для одновременного перемещения фрезы по обрабатываемой детали и пальца по рельефу копируемой модели, поскольку и следящий палец и фреза смонтированы на общем корпусе фрезерной головки.
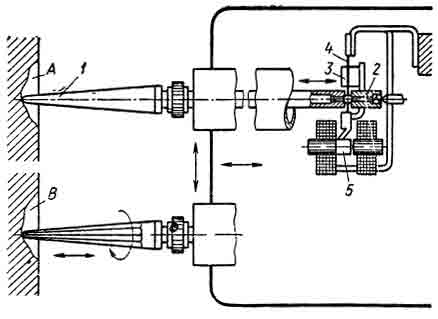
Схема работы следящего пальца показана на рис. 2. Следящий палец 1 касается поверхности рельефа модели А под определенным давлением, а в случае изменения этого давления палец может иметь осевое перемещение, которое через шарик передается его тыльной частью втулке 2, а последняя через пружину касается острия регулировочного винта. Таким образом, осевые перемещения пальца управляются в зависимости от давления на палец.
Рис. 2. Схема работы следящего пальца
Указанные осевые перемещения через подвешенный на пружине 4 груз 5, соединенный со втулкой 2, передаются к сердечнику 5 трансформатора. Сердечник подвешен на конце указанных грузов. Перемещение сердечника 5 в магнитном поле трансформатора изменяет электромагнитные импульсы, которые направляются в усилительные устройства, а затем усиливаясь, поступают в цепи управления электродвигателями подач.
На рис. 3 представлен электрокопировальный фрезерный полуавтомат 6441 Б, предназначенный для объемного фрезерования деталей по моделям, выполненным в масштабе 1:1. Кинематика станка обеспечивает следующие движения детали и фрезы относительно друг друга: главное движение; вертикальное перемещение шпиндельного блока 4 (рис. 3, а), поперечное перемещение шпиндельного блока 4 продольное перемещение стола 6 совместно с кронштейном 3, на котором установлена обрабатываемая деталь и модель.
Цепь главного вращательного движения фрезы идет от электродвигателя 32 (рис. 3, б) через ременную передачу, блок 1, 3, 5, блок 7-5, 9-10 на шпиндель. Поскольку электродвигатель двухскоростной, то на шпинделе станка можно получить 12 различных скоростей.
Рис. 3, Общий вид (а) электрокопировального фрезерного полуавтомата 6441 Б: 1 — станина; 2 — неподвижная стойка; 3 — подвижный кронштейн; 4 — шпиндельный блок; 5 — следящее устройство; 6 — стол
Цепь вертикального перемещения шпиндельного блока 4 берет начало от электродвигателя постоянного тока 33, затем через зубчатые передачи 17-18, 19-20, 22-21 передается на винт 29.
Поперечное перемещение шпиндельного блока 4 осуществляется от электродвигателя постоянного тока 35, зубчатые колеса 11-12, 13-14, 15-16 и передается на винт 30.
Рис. 3, б. Кинематическая схема электрокопировального фрезерного полуавтомата 6441 Б
Продольное перемещение стола 6 от самостоятельного электродвигателя постоянного тока 34, зубчатые колеса 23-24, 25-26, 27-28 передается на винт 31.
Сравнительно небольшое количество моделей фрезерных станков вполне удовлетворяет промышленность. Консольно-горизонтально-фрезерные, универсальные и вертикально-фрезерные станки имеют унифицированные столы размером 160×320, 200×800, 250×1000, 320×1250 и 400×1600 мм. Одностоечные станки строят с размером стола от 500×1250 до 1600×5000 мм, а в двухстоечном исполнении — от 400×1250 до 2500×8000 мм. Копиро- вально-фрезерные станки выпускают ограниченным количеством с размером стола 200×320, 320×1250 и 630×1250 мм.
Разница между энергией электрического поля и энергией магнитного поля примерно такая же, как между энергией,…
Когда-то легендарный пастух Магнес, нашел природный магнитный камень, притягивающий железо. В последствии этот камень назвали магнетит или магнитный…
В электрических цепях применяются различные способы соединения конденсаторов. Соединение конденсаторов может производиться: последовательно, параллельно и последовательно-параллельно (последнее иногда называют смешанное соединение конденсаторов). Существующие…
Обозначение конденсаторов на схемах определено ЕСКД ГОСТ 2.728-74. Обозначения условные графические в схемах. Резисторы, конденсаторы. Итак,…
Узнав, что же такое конденсатор, рассмотрим, какие бывают виды конденсаторов. Итак, виды конденсаторов можно классифицировать по…
Вся энергия заряженного конденсатора сосредотачивается в электрическом поле между его пластинами. Энергию, накопленную в конденсаторе, можно определить…
{kind=link}
{kind=link}
{kind=link}
{kind=link}