Станочным модулем будем называть разновидность гибкого производственного модуля (ГПМ), в котором в качестве основной технологической машины используют металлорежущий станок с ЧПУ.
Состав модуля
В систему станочного модуля входят: чаще всего один станок с числовым программным управлением, подсистема транспортирования, загрузки и выгрузки изделий, подсистема накопления » смены инструмента, подсистема контроля качества изготовленных деталей, внутренний накопитель заготовок, обеспечивающий запас не менее чем на 8 ч работы. Станочные модули высокого уровня содержат подсистему контроля размерного износа инструмента с соответствующей размерной поднастройкой и подсистему автоматизированной диагностики.
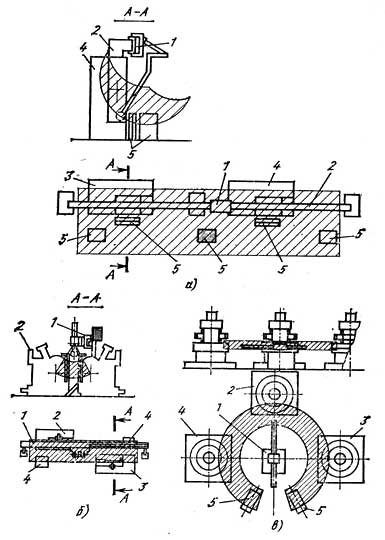
Рис. 1 Компановка станочного модуля
Перечисленные подсистемы объединены системой управления, которая строится по иерархическому принципу, т. е. содержит центральную ЭВМ, осуществляющую функции диспетчирования, реализующую головную управляющую программу и обрабатывающую информацию и состоянии технологического оборудования, которая поступает от управляющих подсистем низшего уровня. Такими подсистемами являются: системы оперативного числового программного управления станками, подсистемы управления переналадкой загрузочных устройств на размер подаваемой заготовки в широком диапазоне размеров, подсистемы программированного обучения промышленных роботов, являющихся составной частью станочного модуля, и т. д.
Важнейшей составляющей системы станочного модуля является совокупность «станок-робот». В известной мере технологические возможности и конструкция робота определяют и компоновку станочного модуля (рис. 1).
Станок-робот
В линейную компоновку совокупности «станок-робот» вводят два станка с горизонтальной осью вращения шпинделя и робот, работающий в плоской прямоугольной системе координат. В данном случае промышленный робот 1, перемещающийся по балке 2, обслуживает станки 3 и 4, забирая заготовки и возвращая обработанные детали на транспортирующее устройство 5.
Параллельная компоновка содержит два станка с горизонтальной осью вращения шпинделя и робот, работающий в цилиндрической системе координат. Робот 1 обслуживает станки 2 и 3,взаимодействуя с транспортирующим устройством 4, расположенным между станками перпендикулярно оси вращения шпинделей.
При круговой компоновке робот 1, работающий в цилиндрической системе координат, обслуживает три станка 2—4 с вертикальной осью вращения шпинделя. Робот и станки связаны конвейером 5. Промышленные роботы, работающие в цилиндрической системе координат, могут обслуживать станки как с горизонтальной, так и с вертикальной осью вращения шпинделя.
Портальные роботы, работающие в угловой системе координат, применяют для обслуживания станочных модулей с линейно-параллельной компоновкой в тех редких случаях, когда в них входит более трех единиц станочного оборудования.
Применение промышленных роботов современного уровня для обслуживания системы станочного модуля накладывает некоторые ограничения на возможную номенклатуру обрабатываемых деталей. Такие детали должны иметь сходные по форме и расположению поверхности, для захвата и базирования, явно выраженные базы и признаки ориентации, позволяющие складирование их около станков в ориентированном виде, сходные признаки, обеспечивающие возможность унификации процессов обработки. При применении в системе станочного модуля промышленных роботов ЭНИМС рекомендует следующую номенклатуру деталей:
- гладкие и ступенчатые прямоосные и эксцентриковые валы диаметром до 160 и длиной до 2000 мм, фланцы, диски, кольца, гильзы и втулки диаметром до 500 и длиной до 309 мм;
- плоские и объемные детали простейшей формы (планки, крышки, угольники, коробчатые детали) размерами до 1000×1000 мм;
- масса деталей от 1 до 500 кг.
Для загрузки-выгрузки деталей большей массы требуются новые конструктивные решения, а мелкие детали целесообразно загружать более дешевыми средствами (вибробункерами, лотками и т. д.), однако средствами доставки сменных бункеров и кассет могут также служить промышленные роботы.
Изложенное выше позволяет сделать вывод, что системы станочных модулей не обязательно должны быть укомплектованы промышленными роботами, а могут содержать более простые, но менее универсальные манипуляторы, причем возможна запрограммированная смена этих манипуляторов.
Выбор станочного оборудования
Станочное оборудование, входящее в состав станочного модуля, целесообразно выбирать в рамках существующего станочного парка. Естественно, что ряд типоразмеров станков полностью соответствует требованиям создания станочных модулей, а некоторые требуют модернизации. Во всех случаях системы управления станками требуют стыковки с головкой управляющей ЭВМ. Основными требованиями, определяющими возможность включения станков в состав станочного модуля, являются следующие: числовое программное управление циклом работы, механизированный зажим-разжим деталей, автоматическая смена инструмента, механизированный отвод ограждения, механический отвод стружки, автоматический контроль и диагностика. В качестве вспомогательного оборудования в системе станочного модуля используют тактовые столы, являющиеся одновременно и накопителями заготовок, приемные столы и столы для размещения готовых деталей. Заготовки доставляют со склада при помощи штабелеров. Корпусные детали закрепляют на спутниках, а детали типа тел вращения заранее загружают в кассеты.
Подсистема контроля качества деталей представляет собой либо специальную измерительную машину, установленную на отдельной позиции, либо измерительное устройство, встроенное в станок.
Станочный модуль для обработки тел вращения приведен на рис. 2. Круговая компоновка модуля продиктована применением промышленного робота, работающего в цилиндрической системе координат. В систему модуля входят: токарный станок 1, сверлильный станок 5, многооперационный станок 2, контрольная позиция 3, инструментальный магазин 4, позиция загрузки и выгрузки 6. Промышленный робот 7 выполняет роль универсальной транспортной системы внутри модуля и обеспечивает поток деталей и инструментов. Заготовки подаются на позицию 6 в кассетах, а затем поочередно захватываются роботом и передаются на требуемую рабочую позицию. Контроль готовых деталей или полуфабрикатов может осуществляться автоматическим измерительным устройством на любой стадии обработки. Готовые детали передаются роботом на позицию выгрузки. Все агрегаты модуля связаны единой подсистемой управления, построенной по иерархическому принципу, т. е. возможно автономное управление каждым агрегатом с применением микропроцессора и централизованное управление от ЭВМ.
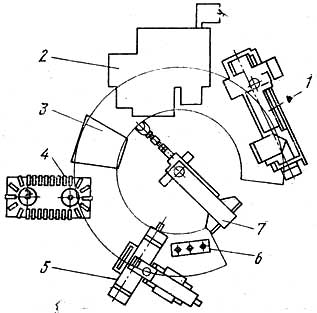
Рис. 2 Станочный модуль для обработки
Гибкие станочные системы
Гибкая станочная система содержит набор переналаживаемых в соответствии с номенклатурой заготовок автоматически действующих станков, связанных с общим автоматическим транспортом и общей системой управления. Использование гибких станочных систем позволяет повысить производительность, стабилизировать качество обработки, сократить число обслуживающего персонала, уменьшить производственные площади.
По компоновке различают: системы линейной одно- или многорядной компоновки, системы круговой компоновки, системы модульной компоновки.
При линейной компоновке станки устанавливают в один или несколько рядов, а транспортно-накопительную подсистему располагают параллельно ряду. Для круговой компоновки характерна установка станков вокруг центрального склада-накопителя. Системы модульной компоновки содержат станочные модули из однотипных станков, взаимодействующие с центральной транспортно-накопительной системой с помощью автооператоров или роботов.
По технологическому назначению гибкие станочные системы можно разделить на системы, предназначенные для обработки корпусных деталей, и системы для обработки деталей типа тел вращения.
