Составной отрезной резец (рис. 1, а) имеет пластинку 1 Из быстрорежущей стали и державку 2 из стали 45. Резец изготовляют из лома твердосплавных пластинок и ножовочных полотен. Составной резец закрепляют в резцедержателе планкой, которая опирается на выступающую пластинку резца. Паз в державке максимально приближает резец к патрону для уменьшения вибраций.
В промышленности используют сборный отрезной резец повышенной жесткости для отрезки заготовок диаметром более 70 мм. К телу резца 1 (рис. 1, б) приварена поперечная державка 2, к которой двумя болтами 3 прикреплен резец-полотно 4 с напаянной пластинкой из стали Р18 или твердого сплава. Отрезка резцом производится при скорости резания 50-55 м/мин и подаче на оборот 0,16-0,25 мм; стойкость резца 60-70 мин. Сборный отрезной резец повысил режимы резания более чем в 2 раза.
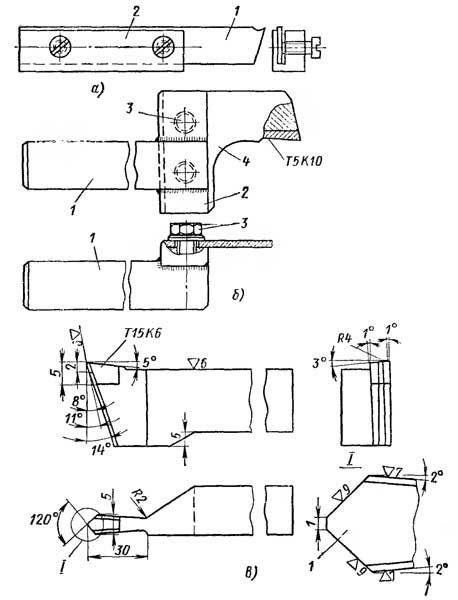
Рис. 1. Отрезные резцы: а — составной; б — для разрезки больших заготовок; в — со вспомогательной канавкой
В производстве применяют также отрезной резец (рис. 1, в) со вспомогательной канавкой. Канавка на пластинке твердого сплава заточена перпендикулярно к режущей кромке, вдоль всей рабочей поверхности, что позволило увеличить число переточек пластинок и облегчило выход стружки. Твердосплавную пластинку используют до полного износа. Широко применяется отрезной резец повышенной производительности и стойкости.
Перпендикулярно к режущей кромке выполнена канавка, облегчающая сход стружки, так как она деформируется не в продольном, а в поперечном направлении. Задний угол резца равен 8°, передний 15°, боковой угол 1,5°; ширина резца 5 мм, диаметр канавки равен ширине резца, глубина ее равна 2,5 мм. Для того чтобы стружка сходила в сторону, одна боковая поверхность делается ниже другой на 0,7-1 мм. Для разрезки прутка диаметром 50-60 мм рекомендуется подача на оборот 0,25 мм и частота вращения шпинделя 1200 об/мин.
