Перемещение обрабатываемых деталей при выверке в горизонтальных направлениях, а также закрепление их производится при помощи Соковых прижимов, устанавливаемых в пазы или отверстия стола станка.
По своей конструкции они разделяются на винтовые (рис. 1, а) и клиновые (рис. 1, б).
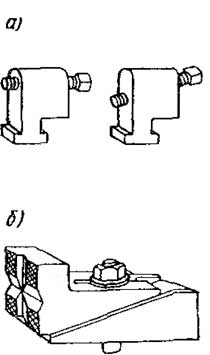
Рис. 1 — Винтовые и клиновые соковые прижимы
Благодаря наклонному положению прижимных элементов винтовые и клиновые прижимы не только обеспечивают необходимые перемещения детали в горизонтальном направлении, по и прижимают ее к поверхности стола станка.
