Важное значение для нормальной эксплуатации и сохранения долговечности станка имеет правильное и регулярное смазывание, которое необходимо производить строго в соответствии с картой и схемой смазывания (рис. 1).
Система смазывания шпиндельной бабки — автоматическая. Шестеренный насос, приводимый во вращение через ременную передачу от электродвигателя главного привода, всасывает масло из резервуара и подает его через сетчатый фильтр к подшипникам шпинделя и зубчатым колесам. Примерно через 1 мин после включения электродвигателя главного привода начинает вращаться диск маслоуказателя 4. Его постоянное вращение свидетельствует о нормальной работе системы смазывания. При прекращении вращения диска необходимо тут же отключить станок и очистить фильтр, промыв его элементы в керосине. Фильтр следует очищать не только при его засорении, но и регулярно не реже 1 раза в месяц. Из шпиндельной бабки масло через сетчатый фильтр 9 с магнитным патроном сливается в резервуар. Ежедневно перед началом работы необходимо проверять по риске маслоуказателя уровень масла и при необходимости доливать его.

Рис. 1. Схема смазывания: 1 — места заливки масла; 2 — места слива масла; 3 — места заправки консистентной смазки; 4 — визуальный указатель подачи масла; 5 — визуальный указатель уровня масла; 6 — шестеренный насос; 7 — сетчатый фильтр (напорный); 8, 9 — сетчатые фильтры о магнитным патроном; 10 — лопастной насос; 11 — подпорный клапан; 12 — манометр
Смазывание направляющих суппорта и станины осуществляется автоматически от станции смазывания, установленной в основании. Шестеренный насос станции включается одновременно с включением станка и в дальнейшем периодически по команде от моторного реле времени, с помощью которого устанавливается промежуток времени 10-240 мин между подачами масла. Дозирование подачи масла осуществляется с помощью пневматического реле времени, настроенного на 3-5 с. За это время необходимая порция масла поступает от разветвительной коробки ко всем точкам смазки направляющих. Если необходимо осуществить дополнительную подачу масла к направляющим, следует нажать кнопку «Толчок смазки». Подача масла осуществляется в течение всего времени нажатия кнопки.
Гидрооборудование
Гидрооборудование станка состоит из следующих элементов: гидростанции 7,5/1500 Г48-44, в которую входят резервуар для масла, регулируемый насос с приводным электродвигателем, элементы фильтрации и охлаждения рабочей жидкости, контрольно-регулирующая аппаратура; гидропривода продольного хода каретки Э32Г18-23; гидропривода поперечного хода суппорта Э32Г18-22; магистральных трубопроводов, соединяющих между собой гидравлические узлы и аппаратуру.
Пуско-наладночные работы
Станок устанавливают на бетонном полу цеха (без специального фундамента) и закрепляют четырьмя фундаментными болтами. Выверку станка с точностью 0,02 мм на 1000 мм следует производить с помощью клиньев или башмаков по уровням, расположенным на суппорте параллельно и перпендикулярно оси центров, перемещая суппорт на всю длину хода.
Пусковые работы выполняют в соответствии с общими указаниями. Устройство ЧПУ необходимо соединить со станком с помощью кабелей, входящих в комплект станка. Для устройства Н22-1М таких кабелей семь.
На включенном станке в режиме «Ручное управление» с помощью тумблеров осуществить перемещения по осям X и Z в обоих направлениях по всей возможной длине хода на быстром ходу и рабочих подачах. От кнопок пульта управления станком проверить работу остальных механизмов и систем станка: подачу масла в шпиндельную бабку, в АКС и к направляющим, переключение скоростей шпинделя, работу поворотной револьверной головки, работу аварийных и блокировочных выключателей, подачу охлаждающей жидкости. Обкатать шпиндель станка на минимальной скорости в течение 30 мин, а затем последовательно кратковременно на всех остальных частотах вращения.
Проверить работу станка в режиме ручного ввода. Завершаются пусконаладочные работы проверкой геометрической точности станка, работой по тест-программе и обработкой образцов.
Кинематическая схема 16К20Ф3
Кинематическая схема станка 16К20Ф3 с ЧПУ приведена на рис. 2. Главное движение — вращение шпинделя. Вращение шпинделю VI сообщается от двигателя M1 через клиноременную передачу Ø126/Ø182 автоматическую коробку скоростей (АКС), вал III, клиноременную передачу Ø200/Ø280 зубчатую передачу 40/54 и передачу 65/43 или 30/60.
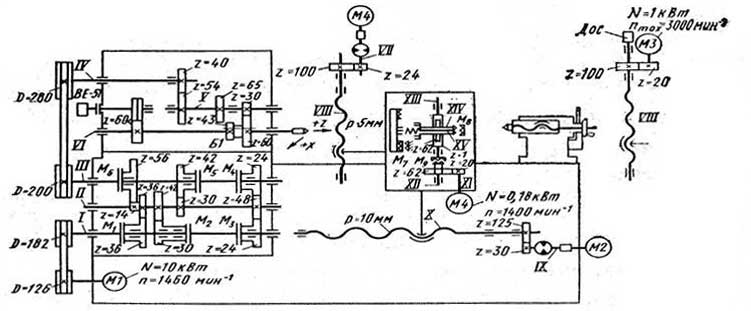
Рис. 2 Кинематическая схема станка 16К20Ф3 с ЧПУ
На валу 1 АКС свободно установлены зубчатые колеса 36, 30, 24 и электромагнитные муфты М1 , М2 , М3 , при включении которых зубчатые колеса передают крутящий момент на вал II. На этом валу жестко установлены зубчатые колеса 14, 42, 30, 48, передающие вращение свободно установленным на валу III зубчатым колесам 56, 42, 24 и далее через электромагнитные муфты М4 , М5 , М6 на вал III и затем на шпиндель. Таким образом, АКС обеспечивает получение девяти автоматически переключаемых частот вращения.
Ручное переключение групповой передачи обеспечивает два диапазона частот вращения шпинделя: 35-560 и 100-1600 мин-1. Поскольку шесть частот в указанных диапазонах совпадают по величине, шпиндель фактически имеет двенадцать частот вращения.
Одновременным включением муфт М4 и М6 осуществляется торможение шпинделя (кинематический замок).
Движение подач. Приводы продольной и поперечной подач суппорта могут иметь два исполнения. В первом исполнении в качестве двигателя, вращающего ходовые винты X и VIII, используют электрогидравлический шаговый двигатель. Во втором исполнении используют высокомоментный двигатель постоянного тока. В обоих случаях движение на винты передается через редуцирующую беззазорную зубчатую передачу (малое зубчатое колесо установлено на валу двигателя). При применении высокомоментного двигателя постоянного тока на ходовых винтах VIII и X устанавливают датчики обратной связи.
