За последнее время задачи САК в машиностроении не только значительно расширились благодаря комплексной автоматизации, но и усложнились. И порой требуются совершенно новые подходы к техническому решению задач измерения. Это обусловлено в первую очередь тем, что автоматизация технологических процессов решается комплексно и в комплекс решаемых задач входит автоматизация контроля на всех уровнях управления.
С развитием микропроцессорной и микроэлектронной измерительной техники многие задачи автоматизации контроля в машиностроении решаются на новом техническом уровне с учетом новых достижений в технике. По-новому решаются задачи управления контролем, организацией измерительной системы, обработки полученной информации и ее хранения, отображения полученной информации и передачи данных.
Использование средств вычислительной техники для обработки текущей информации о размерах, геометрической форме изделий, состоянии поверхности расширило возможности измерительной техники. Применение волоконной оптики и оптоэлектронных элементов в средствах размерного контроля деталей способствует созданию более компактных измерительных систем и упрощению технологии измерений.
САК параметров технологического процесса или автоматического контроля качества готовых изделий на базе развития микроэлектронной техники, оптоэлектронной техники, волоконно-оптической техники и средств вычислительной техники в большинстве случаев стали составной частью системы автоматического управления и встраиваются непосредственно в технологические объекты или технологические комплексы. В некоторых случаях САК оформляются архитектурно и функционально как самостоятельные измерительные машины с ЧПУ. Измерительные машины изготовляют в виде промышленных роботов автоматического контроля, которые оснащены измерительными средствами, УП для управления движениями чувствительного элемента датчика при измерениях, а также математическим и программным обеспечением для обработки информации измерений, ее выдачи на индикацию или печатающее устройство. САК СЧПУ выполняют как координатно-измерительные машины (КИМ), которые могут быть автономными или могут встраиваться в технологический комплекс. В КИМ встраивают микроЭВМ для обработки данных измерений, управления движениями чувствительного элемента датчика при измерениях. КИМ могут оснащаться при организованном интерфейсе видеотерминалами для введения задания на контроль, а также программы управления контролем, выдачи результатов измерений на печать, графопостроитель, дисплей. КИМ могут иметь интерфейс для связи с ЭВМ более высокого ранга.
С повышением требований к качеству изделий, а, следовательно, и к параметрам технологического процесса появилась большая группа САК на базе средств вычислительной техники — системы, действующие, но принципу САР параметров технологического процесса. Такая группа систем реализуется по принципу адаптивного управления на базе УЧПУ. С применением микроЭВМ, где управляющее воздействие автоматического регулирования может происходить во временном интервале микроЭВМ, автоматическое регулирование эффективно восстанавливает отклонившиеся величины. Причем при большом быстродействии управляющих микроЭВМ управляющее воздействие автоматического регулирования, организуется во временном интервале, который значительно меньше времени регулирования. Следовательно, автоматическое регулирование эффективно восстанавливает отклонившуюся величину.
Решение задач комплексной автоматизации привело также к созданию дополнительных САК следующего назначения:
- САК состояния оборудования, электроавтоматических устройств, инструмента, оснастки, состояния отдельных узлов и оборудования во время функционирования, контроля ситуаций, исходных состояний;
- САК состояния управляющих систем, т. е. диагностического назначения, служащих для проверки системы управления на исправность, работоспособность, правильность записанной информации в ЗУ, для контроля причины и места отказов (такие САК встраивают в саму систему управления и оснащают программным управлением типа «резидент»);
- САК информационного характера, предназначенные для пультов центрального управления, пультов, отдаленных от объектов управления (САК для наблюдения за объектом, контроля состояния для принятия нужных решений);
- САК диагностического назначения, которые в большинстве случаев встраиваются в УЧПУ и оснащаются системным или автономным программным обеспечением диагностики (система контроля типа «резидент»).
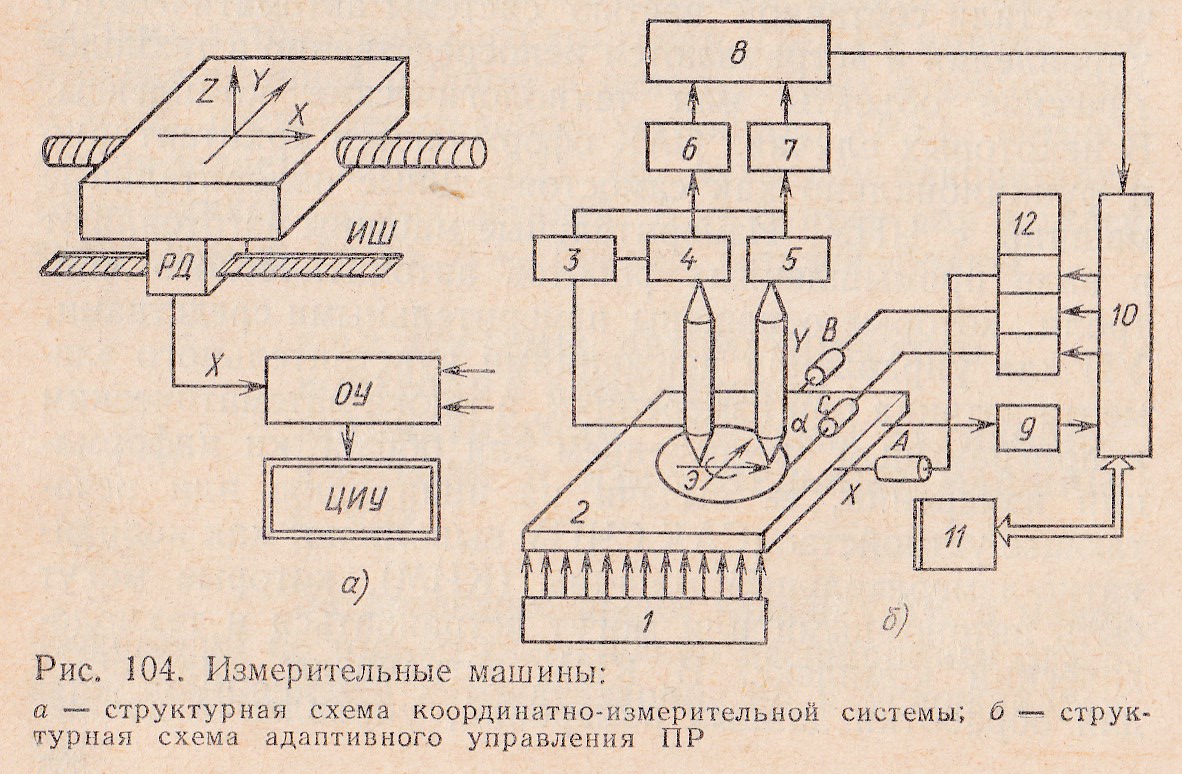
 На рис. 104, а показана структурная схема координатно-измерительной системы, состоящей из измерительного стола, который может программно перемещаться (программа управления контролем) по трем координатам X, Y, Z. На столе с помощью приспособления устанавливается контролируемое изделие. На неподвижной части относительно стола устанавливается измерительное устройство, фиксирующее положение измеряемой поверхности в виде калибра, щупа и т. д. Перемещение измерительного стола относительно фиксируемой позиции измеряется размерными датчиками (РД), которые ведут отсчет перемещения посредством оптической измерительной шкалы (ИШ), на которой нанесены штрихи, характеризующие дискреты измерения (расстояния между штрихами). Для увеличения разрешающей способности измерительной шкалы применяют нониусные дополнительные шкалы, а для измерения перемещений — фазовые индуктивные датчики различного типа. Сигналы датчика в виде импульсов, число которых пропорционально перемещению, подаются в операционное устройство (ОУ), где преобразуются в сигналы индикации (операционное устройство в своем ЗУ может иметь заданное значение величины, следовательно, операционное устройство может сравнивать заданное значение с измеренным и вычислять отклонение). Обработанный в операционном устройстве сигнал подается на цифровое индицирующее устройство (ЦИУ), где в цифровом коде индицируется измеряемая величина или ее отклонение.
На рис. 104, а показана структурная схема координатно-измерительной системы, состоящей из измерительного стола, который может программно перемещаться (программа управления контролем) по трем координатам X, Y, Z. На столе с помощью приспособления устанавливается контролируемое изделие. На неподвижной части относительно стола устанавливается измерительное устройство, фиксирующее положение измеряемой поверхности в виде калибра, щупа и т. д. Перемещение измерительного стола относительно фиксируемой позиции измеряется размерными датчиками (РД), которые ведут отсчет перемещения посредством оптической измерительной шкалы (ИШ), на которой нанесены штрихи, характеризующие дискреты измерения (расстояния между штрихами). Для увеличения разрешающей способности измерительной шкалы применяют нониусные дополнительные шкалы, а для измерения перемещений — фазовые индуктивные датчики различного типа. Сигналы датчика в виде импульсов, число которых пропорционально перемещению, подаются в операционное устройство (ОУ), где преобразуются в сигналы индикации (операционное устройство в своем ЗУ может иметь заданное значение величины, следовательно, операционное устройство может сравнивать заданное значение с измеренным и вычислять отклонение). Обработанный в операционном устройстве сигнал подается на цифровое индицирующее устройство (ЦИУ), где в цифровом коде индицируется измеряемая величина или ее отклонение.
Контроль геометрической формы, дефектов, шероховатости поверхности, отклонения размеров от заданного значения осуществляют всевозможные роботизированные измерительные машины. Некоторые роботизированные машины встраивают непосредственно в технологические комплексы.
На рис. 104, б дана структурная схема адаптивного управления ПР для контроля геометрических параметров изделий методом сравнения с эталоном.
Эталон (Э) в режиме обучения «опрашивается» датчиками с записью его геометрической формы в ЗУ. ПР состоит из осветителя 1 (подсветка измерительного стола), микроманипулятора позиционного типа, выполненного в виде стола 2 с приспособлением для установки контролируемого изделия в фиксированном положении. Стол установлен на опорах и перемещается посредством приводов по координатам X, У, α (ось ротации). В ПР входят также:
- приводы А, В, С для перемещения стола по заданным координатам при установочных перемещениях и перемещениях измерения;
- блок обработки информации с датчиком положения (9);
- микропроцессор (10);
- датчики смещения влево, вправо манипулятора (4, 5);
- блок автоматической фокусировки (3);
- запоминающие устройства отклонений (6, 7);
- блок фиксации и вычисления (8);
- телекамера для считывания изображения и записи образца в память (11);
- блок управления 12 приводами перемещения по осям X, У и α.
