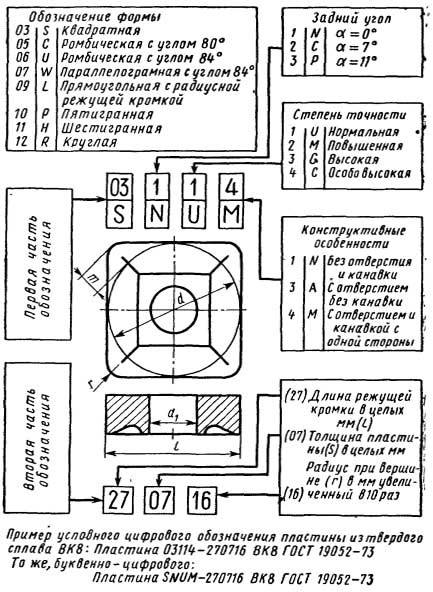
Режущие пластины классифицируют по таким признакам, как форма, наличие или отсутствие заднего угла, величина заднего угла, степень точности, конструктивные особенности. Для того чтобы все эти признаки и, кроме того, основные размеры пластин можно было охарактеризовать наиболее кратко, разработана специальная система условных обозначений (ГОСТ 19042-73).
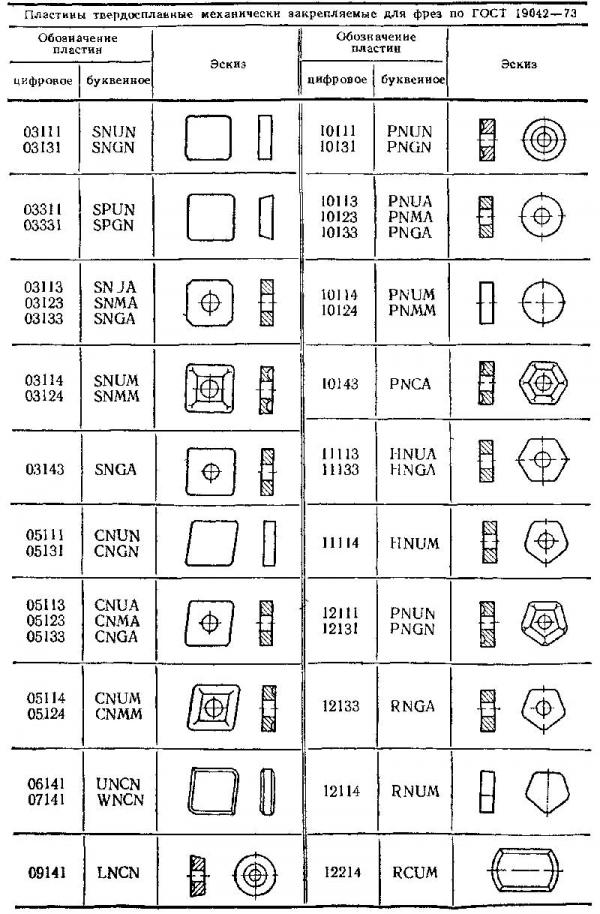
Главные признаки пластин условились обозначать буквами или цифрами, а основные размеры — цифрами. Условное обозначение пластины состоит из двух частей, как это показано в табл 1 на примере квадратной пластины. Стандартные формы пластин показаны в табл. 2 вместе о их условными обозначениями. Табл. 1 и 2 не охватывают всех стандартных форм; в них включены только формы пластин, рекомендуемые стандартом для фрез. Кроме помещенных в таблице, стандартизованы еще трехгранная (01 и 02), ромбическая с углом 60° (04) и параллелограммная с углом 55° (08) формы, рекомендуемые для токарных резцов и других инструментов. Их можно использовать и для некоторых фрез.
Таблица 1 — Обозначения стандартных твердосплавных режущих пластин
Разнообразие форм и конструктивных элементов, а также возможность выбора различных размеров пластин (размеры пластин даны в ГОСТ 19049-73-ТОСТ 19053-73; ГОСТ 19056-73 — ГОСТ 19061-73; ГОСТ 19063-73 — ГОСТ 19072-73) позволяют использовать пластины, наиболее подходящие для конкретного типа инструмента и условий его работы.
Таблица 2 — Стандартные формы режущих пластин
В чем же главные отличительные особенности современных твердосплавных механически закрепляемых пластин? Во-первых, их чаще всего применяют как неперетачиваемых. Это значит, что пластину затачивают — шлифуют на заводе-изготовителе и после установки в корпус инструмента дополнительно не затачивают. По мере износа пластину поворачивают, последовательно используя все ее грани, а если позволяет форма пластины, то и грани второй ее стороны, после чего пластину отправляют на завод-изготовитель для переработки. При таком подходе к использованию пластин нужную форму и геометрию пластины получают при прессовании, а для точных пластин — при шлифовании высокой точностью в приспособлениях в условиях высококвалифицированного специализированного производства. Это обеспечивает точное получение заданной геометрии и качества заточки пластин, а следовательно, высокие режущие способности. Так как переточка пластин обычно не предусматривается, то нет смысла делать их толстыми. Толщину пластины выбирают минимально необходимой, исходя из условий прочности и жесткости. Для тяжелых черновых работ используют крупные (о длиной режущей кромки до 25,4 мм) и толстые (до 6 мм) пластины, для чистовых работ и мелких инструментов пластины меньших размеров (наименьшие пластины имеют размеры l = 7 мм, S = 3 мм).
Вследствие этого достигается наиболее экономное использование твердого сплава. Во-вторых, многие современные пластины отличаются высокой точностью изготовления.
Если раньше многозубые чистовые фрезы перетачивали в сборе или применяли сложные конструктивные элементы для регулирования положения сменных зубьев, требующие длительной и квалифицированной настройки на размер, то теперь успешно применяют точные пластины, которые устанавливают и закрепляют в корпусе инструмента без какой-либо выверки. Выверка не требуется и тогда, когда после износа одной грани пластину поворачивают и вводят в работу новую вершину.
При работе на настроенных станках применение точных быстро сменяемых режущих пластин позволяет не только свести к минимуму время на смену пластин, но и исключить поднастройку инструмента на размер.
Разница между энергией электрического поля и энергией магнитного поля примерно такая же, как между энергией,…
Когда-то легендарный пастух Магнес, нашел природный магнитный камень, притягивающий железо. В последствии этот камень назвали магнетит или магнитный…
В электрических цепях применяются различные способы соединения конденсаторов. Соединение конденсаторов может производиться: последовательно, параллельно и последовательно-параллельно (последнее иногда называют смешанное соединение конденсаторов). Существующие…
Обозначение конденсаторов на схемах определено ЕСКД ГОСТ 2.728-74. Обозначения условные графические в схемах. Резисторы, конденсаторы. Итак,…
Узнав, что же такое конденсатор, рассмотрим, какие бывают виды конденсаторов. Итак, виды конденсаторов можно классифицировать по…
Вся энергия заряженного конденсатора сосредотачивается в электрическом поле между его пластинами. Энергию, накопленную в конденсаторе, можно определить…
{kind=link}
{kind=link}