Резьбовые фрезы разделяются на дисковые (однониточные) и цилиндрические гребенчатые (многониточные). Дисковые резьбовые фрезы применяют при нарезании длинных резьб (в основном трапецеидального профиля) на различных ходовых винтах и червяках. Фрезерование применяется только как предварительный метод обработки резьб ходовых винтов. Чистовое нарезание резьбы обычно производится резцом или профильным шлифовальным кругом.
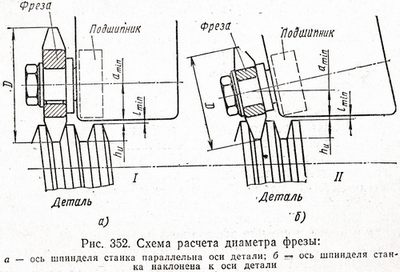
Применение фрез с симметричным (рис. 352, а) и несимметричным (рис. 352, б) профилем зависит от конструкции резьбофрезерного станка. Диаметр фрезы с симметричным или несимметричным профилем:
D ≈ (2hu + lmin + αmin)
У фрезы с симметричным профилем (рис. 353, а) размер αmin обусловлен необходимостью размещения в шпиндельной головке подшипников шпинделя и передающего механизма. В конструкции станка для фрез с несимметричным профилем (см. рис. 352, б) благодаря наклону шпинделя появляется возможность при тех же габаритах подшипников уменьшить размер αmin, а, следовательно, и диаметр фрез.
Профиль фрезы должен быть криволинейным. При небольших углах подъема резьбы (меньше 10°) обычно делают фрезы с прямолинейным профилем, но с корректированным углом ɛ1 профиля.
Угол профиля определяется по формуле:
tg ɛ1 = tgɛ*cosω,
где ω — угол подъема резьбы; ɛ — угол профиля заготовки.
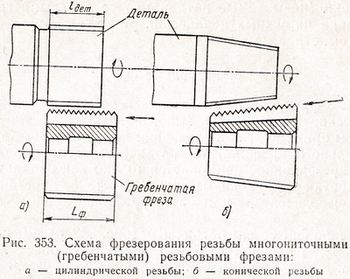
Дисковые резьбовые фрезы для трапецеидальных резьб делают с остроконечными зубьями. При фрезеровании резьб небольшой длины с небольшим шагом и небольшим углом подъёма резьбы применяют гребенчатые (многониточные) резьбовые фрезы. Фрезерование резьбы осуществляется за один оборот заготовки, причем для образования винтовой линии резьбы фреза перемещается за это время вдоль оси на один шаг. Резьбовые гребенчатые фрезы изготовляют насадные и концевые. На рис. 353, а показаны насадные гребенчатые фрезы с затылованными зубьями и кольцевой резьбой. Канавки фрез делаются прямыми и винтовыми с небольшим углом наклона. Фрезы с винтовыми канавками работают более плавно, но изготовление их сложнее. Диаметр фрезы выбирают по ГОСТу. Длина фрезы Lф зависит от длины нарезаемой резьбы заготовки lu:
Lф = lu + (2 ÷ 3)Р,
где Р — шаг резьбы в мм.
Элементы затылованного зуба и канавки выбирают исходя из тех же соображений, что и для обычных затылованных фрез. Так как высота профиля метрической и дюймовой резьбы незначительна, то можно брать канавку более широкую, чем обычно. Угол ϑ делается в пределах 30—45°, радиус закругления r = 4,5 мм. Величину затылования К выбирают из расчета получения заднего угла в пределах 8—12°. Размеры профиля фрезы определяют по заданному профилю резьбы.
Вершина резьбы на фрезе изнашивается быстрее боковых сторон профиля, поэтому по вершинам дается запас на износ. Но с увеличением этого запаса уменьшается площадка шириной б у вершины профиля резьбы, затрудняется изготовление фрезы и снижается ее стойкость. Минимальную площадку б принимают равной 3/4 площадки б1 теоретического профиля резьбы. Для удобства контроля размеры профиля резьбы задаются от линии среднего диаметра. Размеры h1 и h2 для метрической дюймовой резьбы регламентируются ГОСТом.
Резьбовые гребенчатые фрезы применяют также и для фрезерования конических резьб (рис. 353, б). Отличительными особенностями конструкции таких фрез являются винтовые канавки постоянного шага, выполненные на конической поверхности фрезы. Канавки приходится делать расширяющимися по направлению к большему диаметру фрезы.
При нарезании резьбы фреза вращается, и за каждый оборот заготовки она перемещается на один шаг по направлению образующей конуса, как показано стрелкой на рис. 353, б. Получающаяся на заготовке коническая резьба будет иметь переменный угол подъема. Разновидностью резьбовых фрез является резьбовая «вихревая» головка для нарезания резьбы методом охватывающего фрезерования. Она называется «вихревой», потому что работает с высокой скоростью. Для нарезания наружных и внутренних резьб длиной не более 30 мм применяют твердосплавные резьбовые фрезы. Для внутренних резьб у фрез диаметром 10—16 мм рабочую часть делают целиком из твердосплавной пластифицированной заготовки. Для нарезания наружных резьб фрезы изготовляют с твердосплавными пластинками, впаянными в корпус фрезы. Эти фрезы используют главным образом для обработки труднообрабатываемых сталей и сплавов, что позволяет повысить их стойкость до 10 раз по сравнению с быстрорежущими резьбовыми фрезами.
Разница между энергией электрического поля и энергией магнитного поля примерно такая же, как между энергией,…
Когда-то легендарный пастух Магнес, нашел природный магнитный камень, притягивающий железо. В последствии этот камень назвали магнетит или магнитный…
В электрических цепях применяются различные способы соединения конденсаторов. Соединение конденсаторов может производиться: последовательно, параллельно и последовательно-параллельно (последнее иногда называют смешанное соединение конденсаторов). Существующие…
Обозначение конденсаторов на схемах определено ЕСКД ГОСТ 2.728-74. Обозначения условные графические в схемах. Резисторы, конденсаторы. Итак,…
Узнав, что же такое конденсатор, рассмотрим, какие бывают виды конденсаторов. Итак, виды конденсаторов можно классифицировать по…
Вся энергия заряженного конденсатора сосредотачивается в электрическом поле между его пластинами. Энергию, накопленную в конденсаторе, можно определить…
{kind=link}
{kind=link}