Резьбовые соединения широко применяют в машиностроении как для создания неподвижных соединений (болты, винты, гайки и т. д.), так и для подвижных (ходовой винт — гайка). Резьбу на деталях нарезают различными способами: на токарных станках резцом или гребенкой, метчиками, плашками, резьбонарезными головками, дисковыми и групповыми резьбовыми фрезами, одно- и многониточными шлифовальными кругами, накатыванием и др. Широкое применение при изготовлении резьб, особенно в крупносерийном и массовом производстве, получило резьбофрезерование, которое обеспечивает высокую производительность.
Способы фрзерования резьбы
Резьбу фрезеруют двумя основными способами — дисковой и групповой фрезой.
Фрезерование резьб дисковой фрезой
При данном способе ось дисковой фрезы устанавливают на угол подъема винтовой нарезки а относительно оси заготовки 2. Фреза получает главное вращательное движение υф и продольную подачу sф, параллельную оси заготовки, заготовка — вращение (круговую подачу sкp). Фрезерование резьбы обычно производят на полную глубину. С помощью дисковой фрезы можно нарезать резьбы различного профиля и шага и любой длины.
Фрезерование коротких резьб групповыми фрезами
Групповая фреза имеет кольцевые канавки. Во время обработки ось фрезы устанавливают параллельно оси заготовки. Фреза получает главное вращательное движение υф, движение радиальной подачи sp до полной глубины фрезерования и движение продольной подачи snp с шагом нарезаемой резьбы, заготовка — вращение (круговую подачу sкp). За весь цикл обработки заготовка выполняет от 1,1(6) до 1,375 оборота, а фреза перемещается параллельно оси заготовки на величину немного более одного шага. Это связано с тем, что на подвод, врезание и отвод фрезы, происходящие во время вращения заготовки, затрачивается часть оборота.
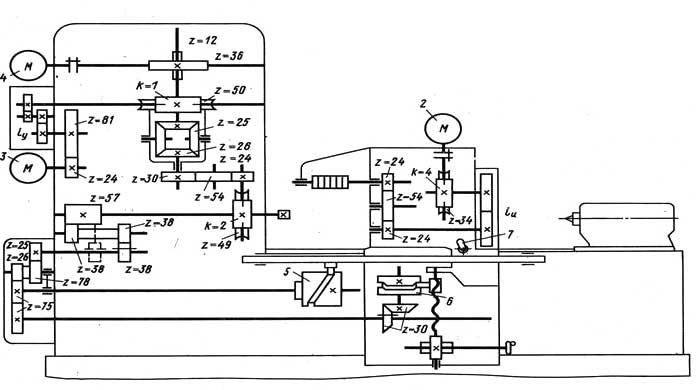
Рис. 1 — Кинематическая схема станка мод. 5М5Б62
Групповыми фрезами можно нарезать как наружные, так и внутренние резьбы. Так как при фрезеровании резьбы ось фрезы параллельна оси заготовки, а фреза имеет кольцевые витки, то они направлены к виткам нарезаемой резьбы под углом, равным углу подъема резьбы. Это несовпадение витков и резьбы, хотя и незначительно, но искажает профиль резьбы, поэтому метод фрезерования резьбы групповыми фрезами ограничивается заданной точностью резьбы и рекомендуется для изготовления резьб с шагом до 6 мм. Резьбофрезерный станок мод. 5М5Б62. Назначение — фрезерование коротких наружных и внутренних резьб групповой (гребенчатой) фрезой.
Станок работает по полуавтоматическому циклу. Кинематическая схема станка приведена на рис. 1.
- Главное движение (вращение фрезы 1) осуществляется от электродвигателя 2 (N = 1,5 кВт, n = 1425 об/мин).
- Движение круговой подачи (вращение заготовки) осуществляется от электродвигателя 3 (N = 1 кВт; n= = 1425 об/мин)
- Движение продольной подачи (перемещение фрезы в осевом направлении с шагом нарезаемой резьбы) осуществляется с помощью барабана 5 со сменными кулачками. Кулачок через ролик перемещает тягу, связанную с фрезерной бабкой. Положение бабки относительно тяги можно регулировать рукояткой 7. Настройка цепи подачи на шаг состоит в определении характеристики кулачка. Элементом настройки является подъем L на кулачке барабана 5, который выполняется для всех кулачков на угле поворота барабана θ=110°:
- Подача на глубину врезания: (перемещение фрезы в радиальном направлении на полную глубину фрезерования) осуществляется от кулачка барабана 6. Кулачок имеет постоянный подъем, и настройка производится по конечному перемещению фрезы. Кулачки барабана 6 обеспечивают подвод фрезы ускорению, с рабочей подачей в течение примерно 1/6 оборота заготовки и быстрый отвод после полного нарезания резьбы. За полный цикл обработки барабан 6 сделает 1 оборот.
- Ускоренные перемещения (вспомогательные движения) — подвод и отвод фрезы осуществляется от отдельного электродвигателя 4 (N-1кВт, n = 1425 об/мин). Ускоренные движения накладываются на рабочие (суммируются коническим дифференциалом).
