Ремонт валов, осей и шпинделей производят почти по одинаковой технологии, поскольку такие детали относятся к телам вращения, у которых длина больше диаметра. Однако требования, предъявляемые к ним, различны, и это определяет некоторые особенности технологических процессов ремонта.
В период эксплуатации у валов, осей и шпинделей изнашиваются посадочные шейки, шпоночные и шлицевые пазы, резьбовые поверхности, центровые отверстия и, кроме того, валы и оси могут быть изогнуты или скручены. Выбор способа ремонта этих деталей зависит от величины износа и имеющейся ремонтной базы.
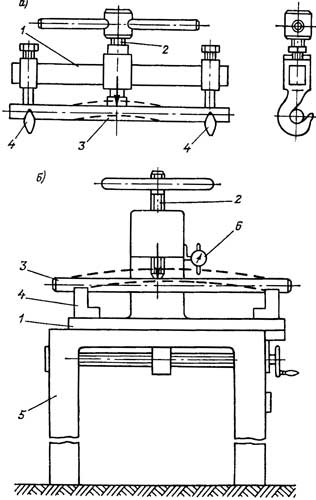
Очищенный от грязи и смазки вал (ось) сначала выправляют от изгиба. Скрученные валы, как правило, ремонту не подвергаются, а изготовляются заново. Механические свойства таких валов резко ухудшены. Правку валов (осей) производят винтовыми скобами или на прессах (рис. 1). Валы и оси диаметром более 60 мм правят с местным нагревом.
Рис 1 — Приспособление для правки валов и осей: а — винтовая скоба, б — винтовой пресс; 1 — основание, 2 — винт, 3 — деталь, 4 — опоры, 5 — станина, 6 — индикатор
После предварительной правки деталей у них зачищают центровые отверстия. Эту операцию осуществляют на токарном станке выглаживанием с помощью специального центра. Рассмотренный способ восстановления центровых отверстий выглаживанием эффективен и высокопроизводителен. Получаемая шероховатость Rа = 0,8…0,4 мкм. Однако при значительных скоростях вращения ремонтируемой детали вследствие большого трения выделяется много тепла, из-за чего можно отжечь выглаживаемый конец вала. Поэтому при проведении этой операции торец вала нужно зачистить шкуркой и следить за нагревом его по цвету поверхности. Допустимый цвет побежалости — светло-желтый. Желтый, фиолетовый, а тем более красный цвет металла недопустимы, так как произойдут структурные превращения металла, ухудшающие механические свойства детали.
Специальные центры для выглаживания изготовляются из старых центров.
Для этого рабочая часть центра отжигается и в ней фрезеруется паз. В изготовленный паз напаивается пластина из твердого сплава марки Т15К6 или другой подходящей марки. Пластина шлифуется под углом 60° вместе с основным металлом центра. Вал (ось) закрепляют одним концом в патроне токарного станка, а вторым устанавливают на люнет.
В пиноль задней бабки вставляют центр с твердосплавной пластиной, включают вращение шпинделя станка и осторожно, без больших усилий, подают центр в центровое отверстие ремонтируемого вала или оси. Твердосплавная рабочая поверхность центра притирает забоины и царапины конической части центрового отверстия ремонтируемой детали, заглаживая ее поверхность.
После восстановления обоих центровых отверстий вал (ось) устанавливают в центра и с помощью индикатора определяют величину биения шеек детали, а затем производят окончательную ее правку.
Разница между энергией электрического поля и энергией магнитного поля примерно такая же, как между энергией,…
Когда-то легендарный пастух Магнес, нашел природный магнитный камень, притягивающий железо. В последствии этот камень назвали магнетит или магнитный…
В электрических цепях применяются различные способы соединения конденсаторов. Соединение конденсаторов может производиться: последовательно, параллельно и последовательно-параллельно (последнее иногда называют смешанное соединение конденсаторов). Существующие…
Обозначение конденсаторов на схемах определено ЕСКД ГОСТ 2.728-74. Обозначения условные графические в схемах. Резисторы, конденсаторы. Итак,…
Узнав, что же такое конденсатор, рассмотрим, какие бывают виды конденсаторов. Итак, виды конденсаторов можно классифицировать по…
Вся энергия заряженного конденсатора сосредотачивается в электрическом поле между его пластинами. Энергию, накопленную в конденсаторе, можно определить…
{kind=link}